CNC Milling/Turning Aluminum 6063 Components
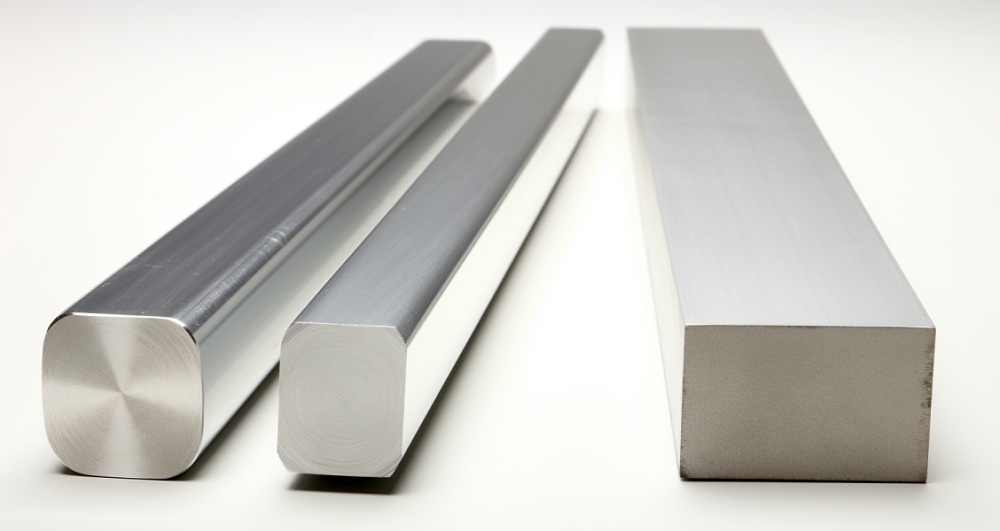
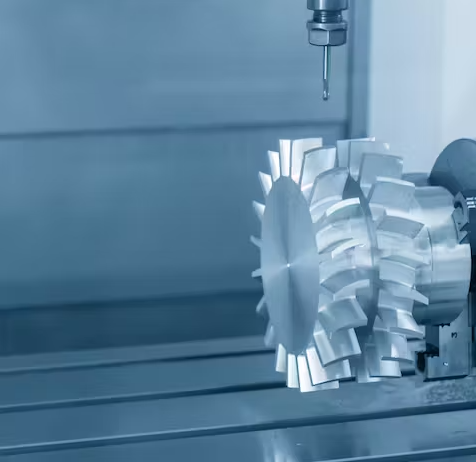
Junying precision CNC aluminum 6063 components go through milling, turning, drilling and more processes, equipped with 6 advanced CNC milling centers and skilled operators, our 6063 aluminum CNC products can reach your custom requirements. Aluminum 6063 is a medium-strength aluminum alloy with magnesium and silicon as the alloying elements. It has good mechanical properties, smooth surface, high corrosion resistance, can be heat-treated, welded and anodized, perfect for architectural industry and extrusion applications.

Advantages of Our CNC Milling/Turning Aluminum 6063 Components
– Full inspection throughout the whole CNC aluminum parts production
– Rapid prototyping and different amounts of manufacturing experiences
– Professional technical and engineering team support
– Cost-effective prices and strict quality management system
Specifications of CNC Milling/Turning Aluminum 6063 Components
| Material | 6063 Aluminum |
| Tolerance | +/-0.002mm |
| Surface Treatment | Anodizing, chrome plating, silver plating, polishing, galvanized, electroplating, passivation, powder coating, spraying, and painting, etc |
| Main Process | CNC machining, turning, lathing, milling, drilling, grinding, boring, stamping, threading, tamping, EDM, wire walking, laser cutting, laser marking, and surface treatment |
| Quality Control | Strictly Quality control in the whole process, from material to packing Industry CT scanning, 3D projector, X-ray technology, Coordinate-measuring machine |
| Usage | Architectural applications, extrusions, window frames, door frames, roofs, and sign frames, shop fittings, tubes, etc. |
| Customized Drawings | Auto CAD, JPEG, PDF, STP, IGS, and most other file formats are accepted |