- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2022.12.24
1. Reduce the internal stress in the casting
The internal stress of sheet metal can be removed to a certain extent by natural or artificial methods and vibration methods. Pretreatment is also a very efficient processing method. For large size sheet metal, it has a lot of space, so it will also produce a lot of deformation after treatment. If the remaining parts are treated in advance and the remaining size of the parts is reduced, it will not only reduce the subsequent processing deformation, but also reduce some internal pressure after a period of storage after pre-treatment.
For example, Figure 1 shows a girder component whose blank weight is 60 kg, while the component only weighs 3 kg. As indicated by the dotted line in the figure, the flatness deviation can reach 14 mm. If the product is formed into the desired product after a period of natural aging after pretreatment according to the solid line on the drawing, the flatness deviation can be reduced to 3 mm.
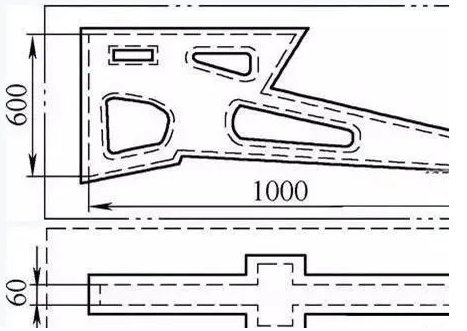
Figure 2 shows a type of packer part, the minimum thickness of the minimum part is 3mm, while the thickness of the sheet before processing is 20mm. The workpieces can be processed with a press plate on the upper machine bed according to a certain size, but when the workpieces are taken out of the workbench, the bottom of the workpieces will bulge, resulting in excessive size of the products, or even damage to the products.
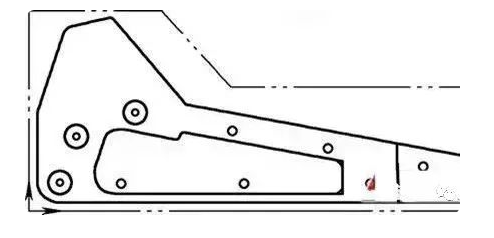
Therefore, before processing, first make a tight notch on the sheet, take it out from the table in the actual position, and conduct natural processing within one to two hours, so that it can complete deformation as much as possible within this period of time. After that, a finishing process is added to greatly reduce the deformation of the workpiece in the subsequent processing.
2. Improve the cutting performance of the cutter
Tool material and geometric parameters have a great relationship with cutting force and cutting heat. Reasonable tool selection is critical to reduce the cutting deformation of the workpiece.
(1) The geometric dimensions of the tool are selected appropriately.
① Front angle: On the premise of ensuring the hardness of the saw blade, a large front angle can be properly selected, which can not only obtain a sharp cutting edge, but also reduce cutting deformation, so as to ensure smooth chip removal, thereby reducing cutting pressure and cutting temperature. Avoid using tools with opposite angles.
② Back angle: The size of the back angle has a great relationship with the cutting performance of the workpiece and the quality of the cutting surface. The thickness of the cut is a very critical factor in determining the rear angle. In the rough milling machine, large feed, large cutting load and high heating are required, and a good cooling environment is required, so a lower back angle should be selected. During precision milling, the edge of the tool should be sharpened to reduce the friction between the cutting surface and the cutting surface and reduce its elastic deformation, so a large back angle should be selected.
③ Screw angle: in order to ensure the smoothness of milling and reduce the cutting force, try to choose a larger screw angle.
④ Principal inclination: By reducing the principal inclination, the condensation state in the processing area can be improved and the average temperature in the processing area can be reduced.
(2) Improve the construction of tools.
① Reduce the number of milling cutter teeth and increase the chip clearance. Due to the large plasticity of aluminum alloy parts, large cutting deformation will occur in the processing process, so a larger chip holding groove bottom radius and a smaller number of milling cutter teeth are required.
② The saw blade is finely ground. The roughness of the cutting edge of the tool shall be lower than Ra=0.4 um. Before using a new blade, grind it gently before and after the cutter teeth to remove the cutter teeth and fine tooth marks left by the cutter teeth grinding. This method can not only reduce cutting heat, but also reduce cutting deformation.
③ The wear of tools is strictly regulated. With the tool wear, the surface roughness of the workpiece increases, the processing temperature increases, and the processing deformation increases. Therefore, in addition to selecting tools with good wear resistance, the wear benchmark of cutting tools shall not exceed 0.2 mm, otherwise bone spur may be formed. In order to avoid deformation of the workpiece during cutting, the surface temperature of the workpiece should not be higher than 100 ℃ under normal circumstances.
3. Improve the clamping mode of the workpiece
In order to reduce the rigidity of aluminum alloy parts, the following clamping methods can be adopted:
(1) For thin-walled bearing bush parts, three jaw automatic positioning chuck or elastic fixture is used to clamp them in the diameter direction. Once they are released, they will deform. At this time, the axial end surface with good stiffness is used for extrusion. At the drilling position inside the workpiece, make a drill pipe with thread, insert it into the internal hole of the workpiece, and use a cover to fix its end with screws. The use of a cylindrical machine for the manufacture of a cylindrical machine can prevent the occurrence of clamping and make it achieve ideal processing results.
(2) When machining thin steel plate parts, vacuum chuck shall be selected to make it have uniform pressing force, and then the deformation of parts can be effectively avoided under a small amount of cutting amount.
(3) Grouting method shall be adopted. In order to improve the processing stiffness after processing, a material can be added to the workpiece, thereby reducing the workpiece deformation during processing. For example, inject the urea solution containing 3%~6% potassium nitrate into the workpiece, soak it in water or ethanol after treatment, and then melt it and pour it out.
4. Reasonably arrange work procedures
In high-speed cutting, due to the large and discontinuous machining space, vibration will occur during milling, which will have a certain adverse impact on the processing quality of the workpiece. Therefore, CNC high-speed cutting process can be roughly divided into: coarse and fine machining – semi finishing – angle cleaning – finishing, etc. Some workpieces must undergo secondary finishing on precision workpieces before finishing can be completed.
The internal temperature of the workpiece can be significantly reduced by roughing the workpiece, thus reducing the surface roughness of the workpiece. After rough grinding, the remaining size should be larger than the deformed size, usually 1-2 mm. During finishing, the finishing surface of the workpiece should be kept within a reasonable processing range, usually 0.2~0.5 mm, so that a stable effect can be achieved during processing, which greatly reduces the cutting deformation, improves the processing quality of the workpiece, and ensures the accuracy of the workpiece.
 The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 What Are The Factors Of Mechanical Parts Deformation During Machining?
What Are The Factors Of Mechanical Parts Deformation During Machining?
 How to Prevent & Reduce Part Deformation in Aluminum CNC Machining
How to Prevent & Reduce Part Deformation in Aluminum CNC Machining
 What is Axial Force – Axial Force Definition, Diagram, Formula (Equation) & How To Calculate?
What is Axial Force – Axial Force Definition, Diagram, Formula (Equation) & How To Calculate?
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
