- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2022.6.10
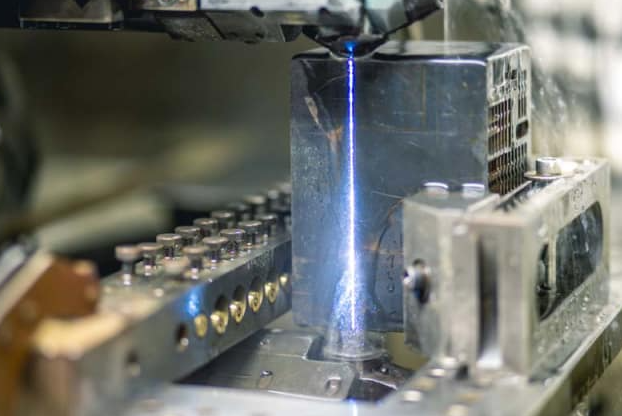
The threading hole is not only the starting point of the electrode wire relative to the part, but also the starting point of the wire cutting program (or “zero point” of the program). Generally, it should be selected at the reference point of the workpiece. The position of threading hole in WEDM has a great influence on machining accuracy and cutting speed. So how to determine the location of threading holes for wire cutting? We will summarize the following 9 points for you.

 Wire EDM Machining: Working Principle & Characteristics Of WEDM
Wire EDM Machining: Working Principle & Characteristics Of WEDM
 Steps & Requirements Of Wire EDM Machining – How To Reduce The Human Error In WEDM
Steps & Requirements Of Wire EDM Machining – How To Reduce The Human Error In WEDM
 4 Steps To Finish CNC Wire EDM Machining | CNCLATHING
4 Steps To Finish CNC Wire EDM Machining | CNCLATHING
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 Specific Methods & Skills Of Wire EDM Machining | CNCLATHING
Specific Methods & Skills Of Wire EDM Machining | CNCLATHING
 CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
