1) It can process any hard, soft, tough, and brittle conductive materials, and the electrode is easy to process.
Because EDM removes materials by the heat energy of pulse discharge, the machinability of materials mainly depends on the conductivity and thermal properties of materials, such as melting point, boiling point, thermal conductivity, etc., but is almost independent of their mechanical properties. EDM can be used to machine hard workpieces with soft tools, and even to machine superhard materials such as polycrystalline diamond and cubic boron nitride. At present, electrode materials are mostly pure copper, brass, and graphite.
2) EDM is suitable for machining special and complex shape parts.
Because the tool electrode does not directly contact the workpiece during machining, and there is no cutting force during machining, it is suitable for machining low-stiffness workpieces and micromachining. The shape of the tool electrode can be simply copied to the workpiece, especially suitable for machining workpieces with complex geometric shapes, such as complex cavity mold processing. The adoption of numerical control technology makes it possible to process complex shaped parts with simple electrodes.
3) A wide range of machining accuracy.
Pulse parameters can be adjusted in a large range, and rough, semi-finish, and finish machining can be carried out continuously on the same machine tool.
 Development Of On-Line Measurement In Wire EDM Machining
Development Of On-Line Measurement In Wire EDM Machining
 EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
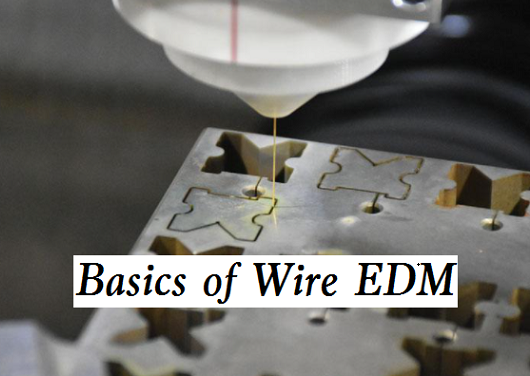 Basics of Wire EDM: Pros, Cons and Steps of CNC Wire Electrical Discharge Machining
Basics of Wire EDM: Pros, Cons and Steps of CNC Wire Electrical Discharge Machining
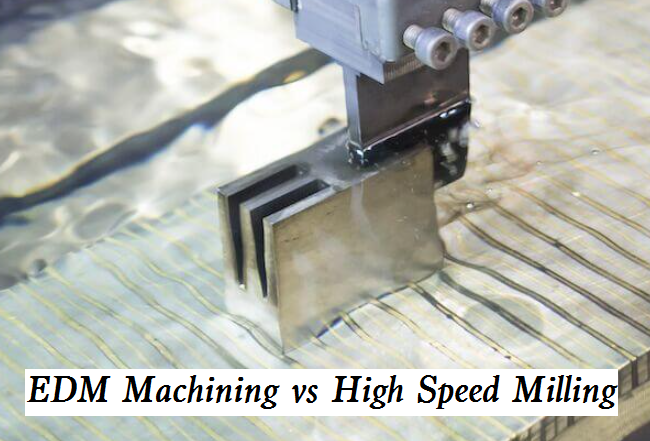 EDM Machining vs High Speed Milling – Will High Speed Milling Replace EDM
EDM Machining vs High Speed Milling – Will High Speed Milling Replace EDM
 Wire EDM Machining: Working Principle & Characteristics Of WEDM
Wire EDM Machining: Working Principle & Characteristics Of WEDM
 What is Wire EDM & How Does it Work – What You Should Know About Electrical Discharge Machining | CNCLATHING
What is Wire EDM & How Does it Work – What You Should Know About Electrical Discharge Machining | CNCLATHING
