- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2023.2.28
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
 Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
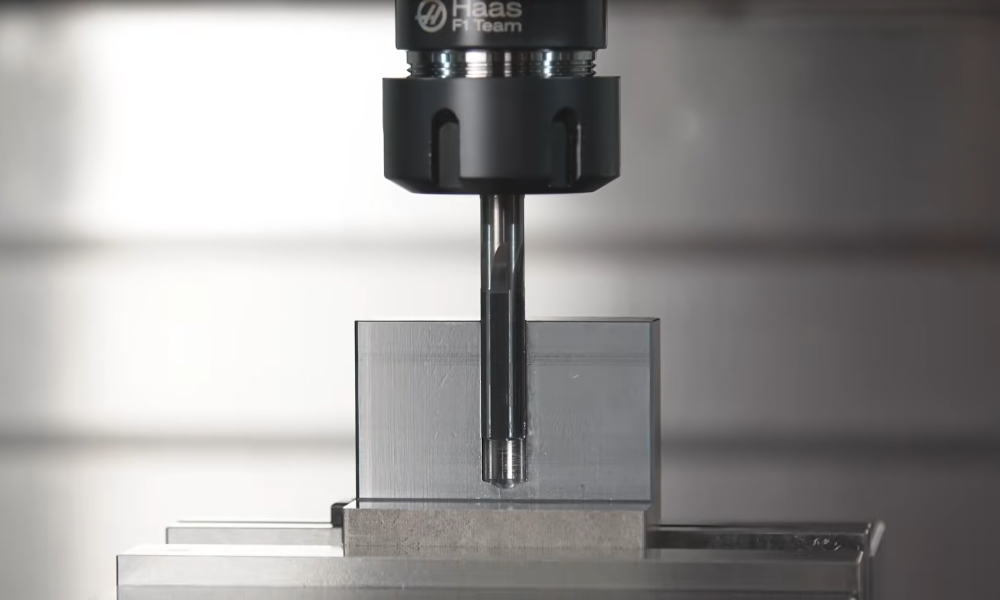
 Types of End Mills & Difference Between End Mill and Drill Bit | What is End Milling | CNCLATHING
Types of End Mills & Difference Between End Mill and Drill Bit | What is End Milling | CNCLATHING
 Ball Screw vs Lead Screw, What’s the Difference Between Them
Ball Screw vs Lead Screw, What’s the Difference Between Them
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 How to Convert Precision Milling Machine Into CNC Milling | CNCLATHING
How to Convert Precision Milling Machine Into CNC Milling | CNCLATHING
