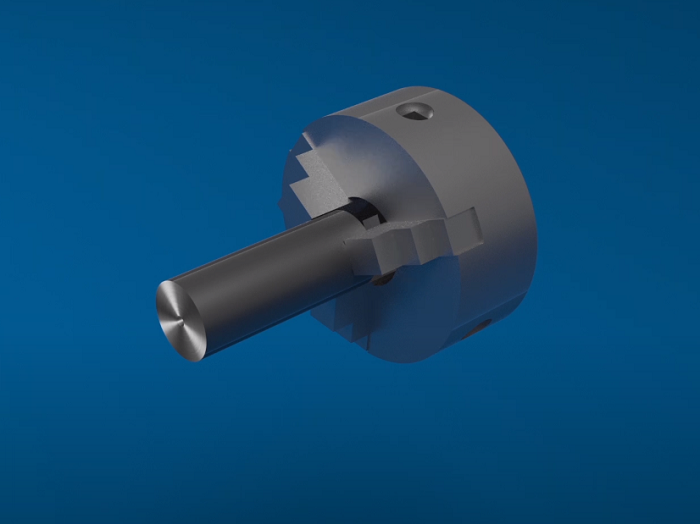
Turning
Turning is the operation of producing a cylindrical surface by advancing the tip of the tool by a distance perpendicular to the axis of work and then moving the tool parallel to the axis of rotation of the workpiece this distance is called the depth of cut often a facing operation is done before a turning operation in facing the two is smooth at the end of the work perpendicular to the axis of work while it is rotating this is a cutting motion and as a result a flat surface is produced at the end of the workpiece the general procedure for turning is as follows workpiece is held in a chuck with a short length projecting out and then it is rotated.
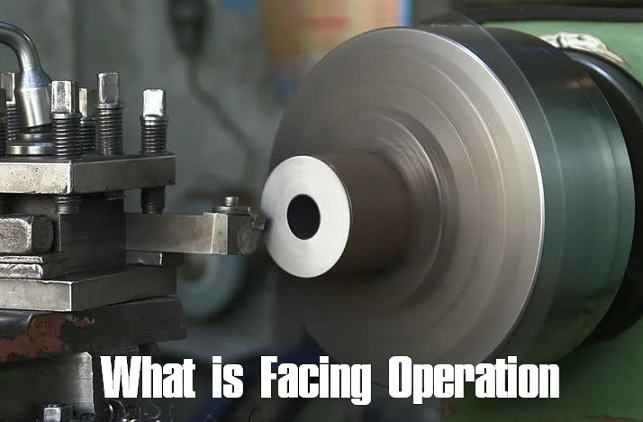
Facing
Facing is done by moving cutting tool known as the facing tool across the end face of the workpiece a center hole is produced on end of the workpiece using a drill bit fixed on the tailstock the workpiece is partially pulled out from the chuck and the required length is exposed tail stock dead center is pushed onto the hole drill at the end of the workpiece now both ends of the burpies are centered and supported the workpiece is rotated and turning operation is done using a turning tool until the required diameter is obtained.
Knurling
It is an operation of producing a diamond-like pattern on the workpiece for the gripping purpose. This is done to provide a better gripping surface when operated by hands. It is done using a knurling tool. The tool consists of a set of hardened steel roller, and it is held rigidly on the toolpost.
Knurling is done at the lowest speed available on a lathe. It is done on the handles and also in case of ends of gauges. The feed varies from 1 to 2 mm per revolution. Two or three cuts may be necessary to give the full impression.
Taper Turning
Taper turning is operation of producing a conical surface on the workpiece, it can be done in multiple ways.
1.Forming method: Use a tool of straight edge with its width larger than the required length of paper, keep the tool edge angle which is half the paper angle and three perpendicular to the lathe axis.
2.A tail stock set over method: Ship the axis of rotation of workpiece by half the paper angle, this is done by moving the tail stock a certain distance perpendicular to the lathe axis, then the tool is parallel to the late axis and this method is used for producing small tapers on long jobs.
Compound rest method: The compound rest on the closed slide is sold by half the taper angle, the free given to the compound rest is not parallel but at a desired angle to the lathe axis. There are angle markings on the base of the compound rest, so any decide angles of paper is possible but the distance the compound rest can move is limited. So taper length is much shorter than the tailstock set over method.
Parting Off
This lathe operation involves cutting the work-metal into two parts by using parting off tool. Feed to the cutting tool is given in same manner as in case of facing operation.
Thread Cutting
In thread cutting operation, there is a certain ratio of motion between the travel of tool and the rotation of the spindle. This ratio is directly effected by the lead screw which is attached to the lathe spindle through gears. For cutting threads of different pitches, the stud and lead screw gear are changed as per desired ratio of revolution between the spindle and the lead screw.
Performing any operation on the lathe is much easier than other machines and learning about this machine is equally easier. If you find this article is helpful to you, please follow our news guide. More related reading will be updated here.
 Best CNC Lathe Operations – Facing, Turning, Taper Turning, Knurling | CNCLATHING
Best CNC Lathe Operations – Facing, Turning, Taper Turning, Knurling | CNCLATHING
 What is Facing Operation & Difference Between Facing, Turning and Milling Operation | CNCLATHING
What is Facing Operation & Difference Between Facing, Turning and Milling Operation | CNCLATHING
 What Causes Lathe Vibrate & Measures To Vibration In Lathe Machine
What Causes Lathe Vibrate & Measures To Vibration In Lathe Machine
 Different Types of Machine Tool Shanks and Standards: Taper Shank & Hollow Taper Shank
Different Types of Machine Tool Shanks and Standards: Taper Shank & Hollow Taper Shank
 CNC Drilling – The Perfect Collaboration Among Using Drilling, Boring, & Reaming
CNC Drilling – The Perfect Collaboration Among Using Drilling, Boring, & Reaming
 Lath Parts Basic Mechanical Engineering – What Is Lathe In Mechanical Engineering | CNCLATHING
Lath Parts Basic Mechanical Engineering – What Is Lathe In Mechanical Engineering | CNCLATHING
