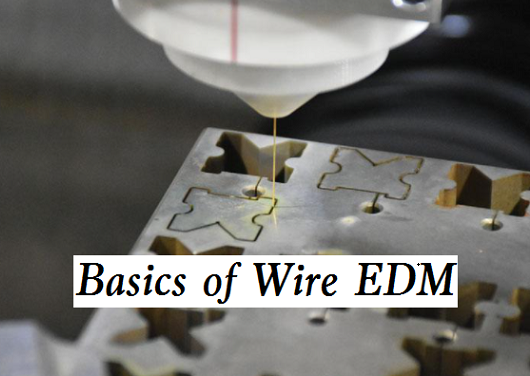
Wire cutting discharge is used to accurately cut metal materials for high-precision machining. Wire cutting is usually used to process block materials, such as molds and gears, precision fixtures, and post-treatment of hardened parts requiring high machining accuracy, rather than cutting sheet materials.
The general processing steps of WEDM are briefly described as follows.
1. First, put the workpiece to be processed on the workbench. Of course, you can cut it from the end of the workpiece, but usually, at the beginning of wire cutting, the starting hole (line) is usually connected to the workpiece to avoid deformation due to the internal stress of the workpiece. When the workbench (or metal wire) moves in the XY direction (on the plane) according to the pre-entered NC data, processing starts. Because it operates continuously through NC control, it can be processed unattended even if there is no operator. After cutting, it will be automatically cut into the specified machining shape according to the NC machining data. When cutting workpieces, they will not touch each other, while maintaining a constant distance of tens of microns (tens of microns).
2. When the distance between the workpiece and the wire electrode in the insulating state in the working fluid is close to dozens of microns, the insulation between them is destroyed, and spark discharge occurs, resulting in the instantaneous flow of pulse current. In the high-density discharge state called the arc tower, several thousand degrees of high temperature is generated locally and the metal (workpiece) melts.
3. In addition, the temperature of the working fluid around the arc column immediately rises and vaporizes, causing rapid volume expansion, thus causing an explosion between the workpiece and the electrode surface. This blows out metal debris.
4. Then, when the pulse current is cut off and flows into the surrounding clean water, the molten metal cools and turns into fine debris, which is washed away, and the insulation between the electrodes is restored again, waiting for the supply of the next pulse voltage.
In this way, the metal (workpiece) is melted and removed under each voltage pulse and repeated hundreds of thousands of times per second to cut the workpiece by wire cut EDM.
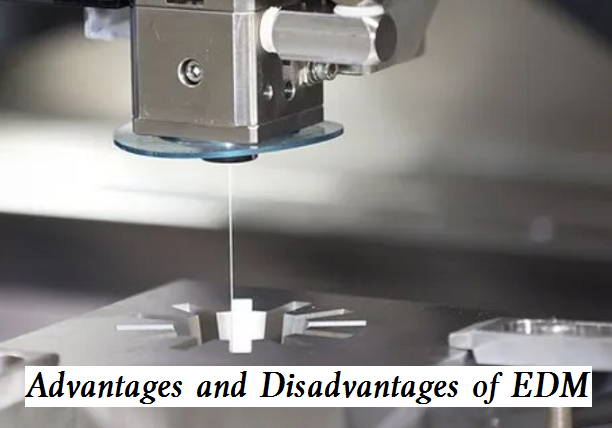 Advantages and Disadvantages of EDM | How Does EDM Machining Work
Advantages and Disadvantages of EDM | How Does EDM Machining Work
 What is Wire EDM & How Does it Work – What You Should Know About Electrical Discharge Machining | CNCLATHING
What is Wire EDM & How Does it Work – What You Should Know About Electrical Discharge Machining | CNCLATHING
 EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 Development Of On-Line Measurement In Wire EDM Machining
Development Of On-Line Measurement In Wire EDM Machining
 4 Steps To Finish CNC Wire EDM Machining | CNCLATHING
4 Steps To Finish CNC Wire EDM Machining | CNCLATHING
