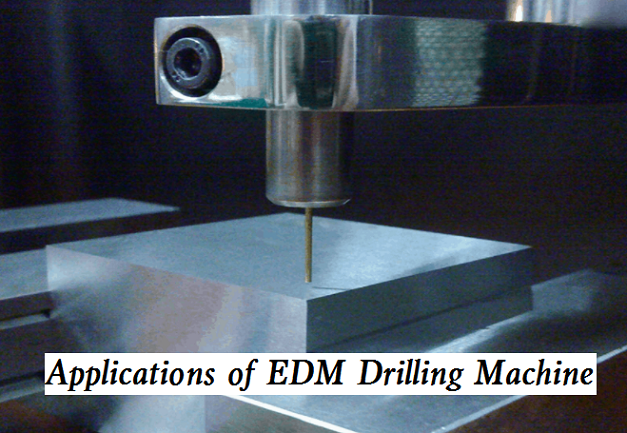
The hole-drilling EDM is especially suitable for machining hard materials with conductive properties. The electrode tube EDM forming machine with a diameter of 80μm~3mm (up to 10mm under special conditions) can reach 700 × D drilling depth. For example, an electrode with a diameter of 1.0mm can reach a drilling depth of 700mm. So far, the maximum drilling depth reached in the high alloy cemented carbide data is 1500 mm. Another extreme condition is a small drill hole, which is about the thickness of a hair. So far, the maximum drilling speed reached on the high alloy data is about 70mm/min.
One of the advantages of the EDM drilling machine is that the diameter standard of the hole is very small. For example, the diameter can reach the size of a single hair. The EDM drilling machine can be used in mold making, aviation and aerospace industries, machine tool manufacturing, glass industry, car manufacturing, and pharmaceutical industries. The primary applications can be primary drilling, nozzle hole, exhaust hole, the cooling hole of plastic things, and vacuum holes of turbine shovels.
Compared with the traditional drilling process, the advantages of EDM drilling machines are very significant. The traditional machining process will present problems on the level below 1mm. Within the diameter range of 0.10~3.0 mm (to 10 mm in special cases), mechanical drilling is completely replaced by electric spark drilling. Its advantage is to greatly save time and cost, which is due to the fact that such phenomena as tool fracture, tool passivation, and tool grinding will no longer occur. EDM can ensure the high accuracy of the hole diameter, straightness, and cylindricity of the hole, as well as no burr and inclination. Hardened steel can also withstand EDM treatment. Therefore, the phenomenon of quenching deformation of the traditional perforated and quenched plates can be prevented. Even difficult-to-cut materials (such as tungsten, titanium, Inconel, nickel base alloy, stainless steel alloy, and molybdenum) can withstand machining. The EDM machine tool is selected, which can enter the surface of the workpiece with a very steep viewpoint and erode the unknown void. The whole process can be controlled without setting the perforation depth beforehand. Through years of research and development, we have successfully developed a system that can not be affected by electrode loss but can reach the penetration degree of the electrode and can affect the depth and characteristics of EDM through the electronic control unit of the machine tool.
Different machining processes will have different effects on the degree of electrode wear, so it is difficult to repeatedly control the depth of electric erosion. In addition, the electric spark process will also change during the electric erosion process. Therefore, even if the electric erosion axis continues to push 2~3mm, it will need the same time as the 100mm drilling itself. This in turn will affect the diameter accuracy of the hole and the overall dimensions of the electrode on the taper and the same roundness.
When machining the large inclined hole on the blade, the penetration identification system is selected to ensure that the idea of electric erosion depth can be completed without damaging the rear wall next to it, which comes from the machining of the turbine blade. So as to drill cooling air inlet and outlet holes with large inclinations on the blades. The task of this work is to ensure the penetrability of the borehole on the data of unknown thickness without damaging the adjacent back wall.
The penetration identification system consists of hardware components and corresponding intelligent software. After the identification electrode penetrates, it can complete different measures according to the different requirements of users.
In other application conditions, this penetration identification skill also has many advantages. The equipment operator can eliminate the problem of electrode wear. He is only responsible for making a reasonable choice between data, electrode diameter, and processing strategy. Other aspects are completed by the intelligent control system in an instant. Production enterprises seek to continuously improve the efficiency, flexibility, and rationality of production. The use of production equipment with strong adaptability can not only obtain outstanding economic benefits but also be necessary for the increasingly fierce competition with today’s low-production cost countries. This is true for large enterprises with complex production equipment, as well as for small enterprises with a single piece of equipment.
The control system of the CNC EDM drilling machine system can be connected with the robot or measuring system, the visual data collection system of components, or the barcode scanner and other equipment. Because the system interface dedicated to the customer is selected, it can be included in the production line, data exchange with the superior management system, remote protection, and other systems. When machining small holes in hard materials, the technology of the EDM drilling machine has a place of use. Circulation, and high quality, the electrode is also more and more in-depth development. During the drilling process, the software affects the depth dimension and the characteristics of the electric spark.
 EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
EBM vs. EDM: Differences in Process, Applications, Materials, Surface Roughness, Cost
 Development Of On-Line Measurement In Wire EDM Machining
Development Of On-Line Measurement In Wire EDM Machining
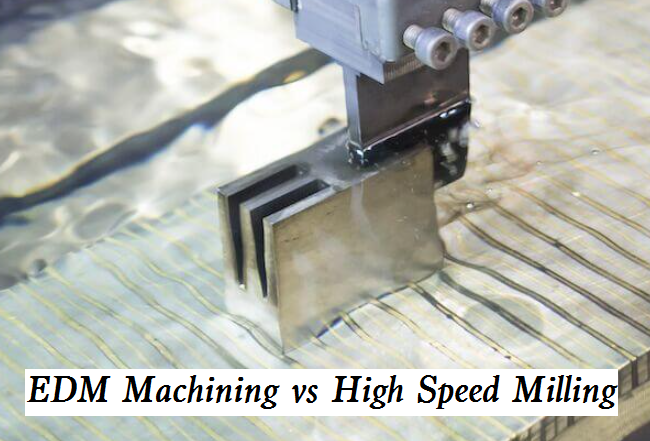 EDM Machining vs High Speed Milling – Will High Speed Milling Replace EDM
EDM Machining vs High Speed Milling – Will High Speed Milling Replace EDM
 What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
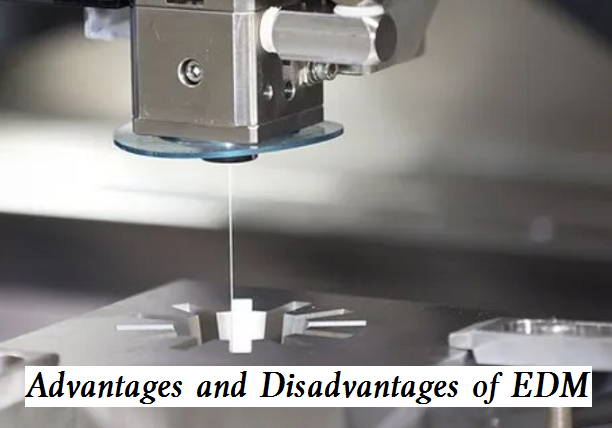 Advantages and Disadvantages of EDM | How Does EDM Machining Work
Advantages and Disadvantages of EDM | How Does EDM Machining Work
 7018 Welding Rod Specifications: Properties, Amperage (Sizes) Chart, Uses, 7014 vs 7018 Electrodes
7018 Welding Rod Specifications: Properties, Amperage (Sizes) Chart, Uses, 7014 vs 7018 Electrodes
