
CNC Milling is one of the most common machining processes used in manufacturing to remove material from a workpiece. There are two main types of milling: climb milling and conventional milling. Both involve using a rotating multi-toothed cutting tool called an end mill to remove material from the workpiece as it travels laterally across the surface. The key difference is the direction of cutter rotation relative to the feed direction of the workpiece.
What is Climb Milling?
Milling is one of the most common machining processes used in manufacturing to remove material from a workpiece. There are two main types of milling: climb milling and conventional milling. Both involve using a rotating multi-toothed cutting tool called an end mill to remove material from the workpiece as it travels laterally across the surface. The key difference is the direction of cutter rotation relative to the feed direction of the workpiece.
Advantages and Disadvantages of Climb Milling
Climb milling addresses some of the downsides of conventional milling. Some key advantages include:
Better surface finish
Climb milling cuts away material in the same direction as the rotational movement of the milling tool. This results in less tool vibration and a superior surface finish compared to conventional milling.
Increased tool life
The cutting forces on the tool are lower in climb milling since it cuts with the tool rotation rather than against it. This results in less stress on the tool and longer tool life.
Higher material removal rate
Climb milling enables taking heavier cuts and higher feed rates. This improves productivity by allowing a faster material removal rate.
Reduced burr formation
Climb milling produces smaller burrs or almost no burrs on the workpiece since the tool tends to push away any burrs formed.
However, climb milling is not without its own drawbacks:
Higher cutting forces
Although tool life is better, there are higher cutting forces on the machine tool and spindle. This can be a problem for older machines.
Chatter or vibration risk
Any vibration or chatter induced can be self-reinforcing in climb milling since the cut is reinforced. Rigid setups are critical.
Not suitable for all materials
Climb milling works best on ductile materials like aluminum and plastics. It may not be suitable for hard, brittle materials or composite laminates.
Increased wear on mounting surfaces
The higher cutting forces in climb milling can cause more wear on machine parts like tables, vises, and fixtures over long-term use.
Safety hazard
There is a risk of ejected workpieces or climbs cuts grabbing the workpiece if used incorrectly presenting a safety risk.
What is Conventional Milling?
In conventional milling, also known as conventional machining or up milling, the end mill rotates in the same direction as the workpiece is moving or feeding. The cutter climbs up and over the freshly cut surface on each pass. In climb milling, also called up-cut milling, the end mill rotates in the opposite direction of the workpiece feed. The cutter is thus climbing down into the cut on each pass.
Advantages and Disadvantages of Conventional Milling
Conventional milling has been the traditional and most common type of milling used for decades. Some advantages of conventional milling include:
Established technology
Milling machines and the milling process have been used for decades. The technology is very mature and machines are built to last with high reliability.
Complex shapes
Milling can machine complex profiles, contours and shapes due to the ability to CNC machine in multiple axes simultaneously. Intricate parts can be easily produced.
Good surface finish
With proper speeds, feeds and tooling, a very good surface finish in the Ra 0.8 – 1.6 μm range can be achieved on milled parts.
Wide material versatility
A huge variety of materials like metals, wood, plastics, composites can be milled. Tool materials let you machine tough alloys as well.
Precision and accuracy
Modern CNC milling machines are very precise. Repeatable positioning of 0.001 mm allows holding tight tolerances and accuracy in parts.
Tooling flexibility
Endmills, facemills, drills and other tool holders provide versatility. Tools can be changed as per material or machining requirement.
However, conventional milling does have some disadvantages:
High machine costs
Multi-axis CNC milling centers are expensive to purchase and maintain with precision motors/slides/controllers increasing costs.
Chips removal needed
Continual cutting induces heat which if not removed via coolant/lubricant, can damage tools or affect surface finish. Proper swarf disposal increases costs too.
Vibration effects
Milling induces vibration in the cutting zone impacting tolerances, finish and shortening tool life if feeds/speeds not optimized.
Slower material removal
As milling involves slicing material rather than turning, material removal rates are lower than turning especially for roughing cuts.
Lower precision limits
Precision limits of +/-0.002 mm are achievable whereas processes like grinding can hold tighter tolerances of +/-0.001 mm.
Tool wear issues
Cutting tools wear over time reducing edge sharpness, accuracy and requiring stops for redressing or replacement increasing downtime.
Setup time consumption
Production flexibility suffers due to time spent setting fixtures, initializing CNC programs and tool changes for small batches.
Not for hard/tough materials
Milling struggles with materials like hardened steel, carbides that rapidly wear or break cutting inserts. Other processes like EDM are preferable.
Coolant/lubricant management
Proper handling, recycling or disposal of coolants used for chips removal and reducing heat, adds environmental compliance costs.
Differences Between Climb Milling and Conventional Milling
Each method has its own advantages and disadvantages. Understanding these differences is important for determining which strategy to use for a given milling operation. The main differences between climb milling and conventional milling are:
Processing:
Let’s compare the milling processes step-by-step:
Conventional Milling Process
1. The workpiece is securely clamped in the milling vice or fixture.
2. The end mill rotates clockwise (when facing the cutter end).
3. The milling machine table or workpiece is fed into the cutter in the same direction as its rotation.
4. The cutter climbs up the freshly cut ramp of material on each pass.
5. Swarf curls and piles up ahead of the cutter tip.
6. The process repeats until the full surface or profile is milled.
Climb Milling Process
1. Workpiece is clamped securely in the vice or fixture.
2. The end mill rotates counter-clockwise (when viewing the cutter end).
3. The table or workpiece is fed into the cutter opposite the direction of rotation.
4. The cutter plows down into the cut on each pass, climbing down.
5. Swarf is aggressively ejected behind the cutter, clearing the cutting zone.
6. The process repeats until the full surface/profile is milled.
Cutting Direction:
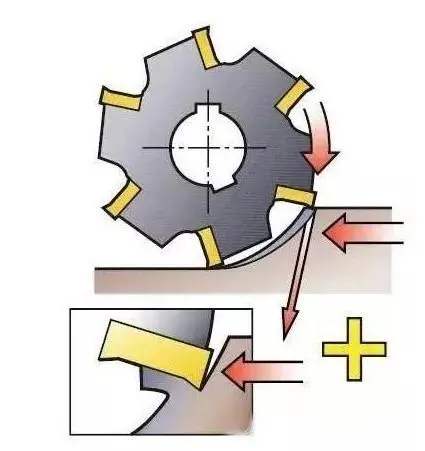
In climb milling, the cutter rotates against the feed direction, so the cutting edges encounter the workpiece from maximum thickness to minimum. This leads to more efficient material removal.
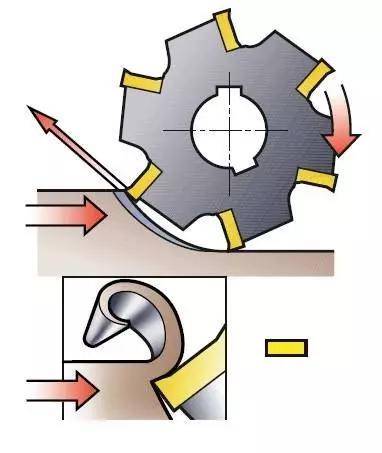
In conventional milling, the cutter rotates with the feed, so the cutting edges start with minimum thickness and end with maximum. This is less efficient.
Chip Thickness:
In climb milling, chip thickness starts at zero and increases gradually to maximum. This leads to shearing and compression of the chip.
In conventional milling, the chip thickness starts at maximum and decreases to zero. This leads to more rubbing and abrasion.
Cutting Forces:
Climb milling has lower cutting forces as only a small part of the cutting edge is in contact at the start of the cut. Forces increase gradually.
Conventional milling has higher cutting forces as the whole cutting edge contacts the work at the start. This can cause tool deflection.
Surface Finish:
Climb milling produces a better surface finish as the chips shear more cleanly from the workpiece. Cutting forces are lighter.
Conventional milling can leave visible tool marks on the surface finish due to heavier cutting forces.
Tool Life:
Climb milling generally produces less heat and puts lower mechanical stresses on the tool due to lighter cutting forces. This extends tool life.
Conventional milling creates more heat and mechanical shock on the tool which can lead to faster wear.
Power Requirements:
Climb milling is more energy efficient as cutting forces and friction are lower, requiring less machine power.
Conventional milling is less energy efficient due to higher cutting forces and friction. More machine power needed.
Cost:
There are cost tradeoffs to consider between the two milling processes:
Conventional milling requires less machine setup changes and standard rigs with longer tool life translating to lower costs per part.
However, climb milling allows for dramatically higher material removal rates, reducing time spent machining for greater throughput and productivity gains over the long run.
Tooling costs may be marginally higher using coated, tougher grades for climb milling to maintain sharp cutting edges under increased stresses. Machine downtime for tool changes and cleaning is lower with climb cutting with its cleaner chip evacuation properties. So in high volume production situations, climb milling proves more cost effective overall, while conventional maintains an edge for simpler, lower quantity parts.
Climb Milling vs. Conventional Milling: Choosing the Right Method
After weighing these process variables and material factors, here are guidelines on selecting the optimal milling approach:
– Use conventional milling for harder materials, complex profiles and higher precision/finish work.
– Climb milling excels for simple geometries and high volume parts from softer metals seeking higher removal rates.
– Consider using a combination of conventional ramping in and climb cutting for higher depth parts or multi-surfaced components.
– Indexing heads or secondary axes allow orienting the cutter for pure climb even in complex shapes.
– Always start testing new materials, tools or setups conventionally for stability before pushing limits with climb.
– Monitor cutter/machine loads to detect chatter/vibration and adjust speeds down if needed to maintain surface quality.
– With experience, optimal feed and depth combinations can be found for high performance climb milling of precise complex parts too.
With careful evaluation of the manufacturing objectives and part/material variables, either milling method or their combination applied properly can yield excellent results. Selection depends on balancing the appropriate factors for productivity and cost.
Related Articles:
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 What is Radial Force – Radial Force Definition, Formula (Equation), Test, Radial vs Axial Force
What is Radial Force – Radial Force Definition, Formula (Equation), Test, Radial vs Axial Force
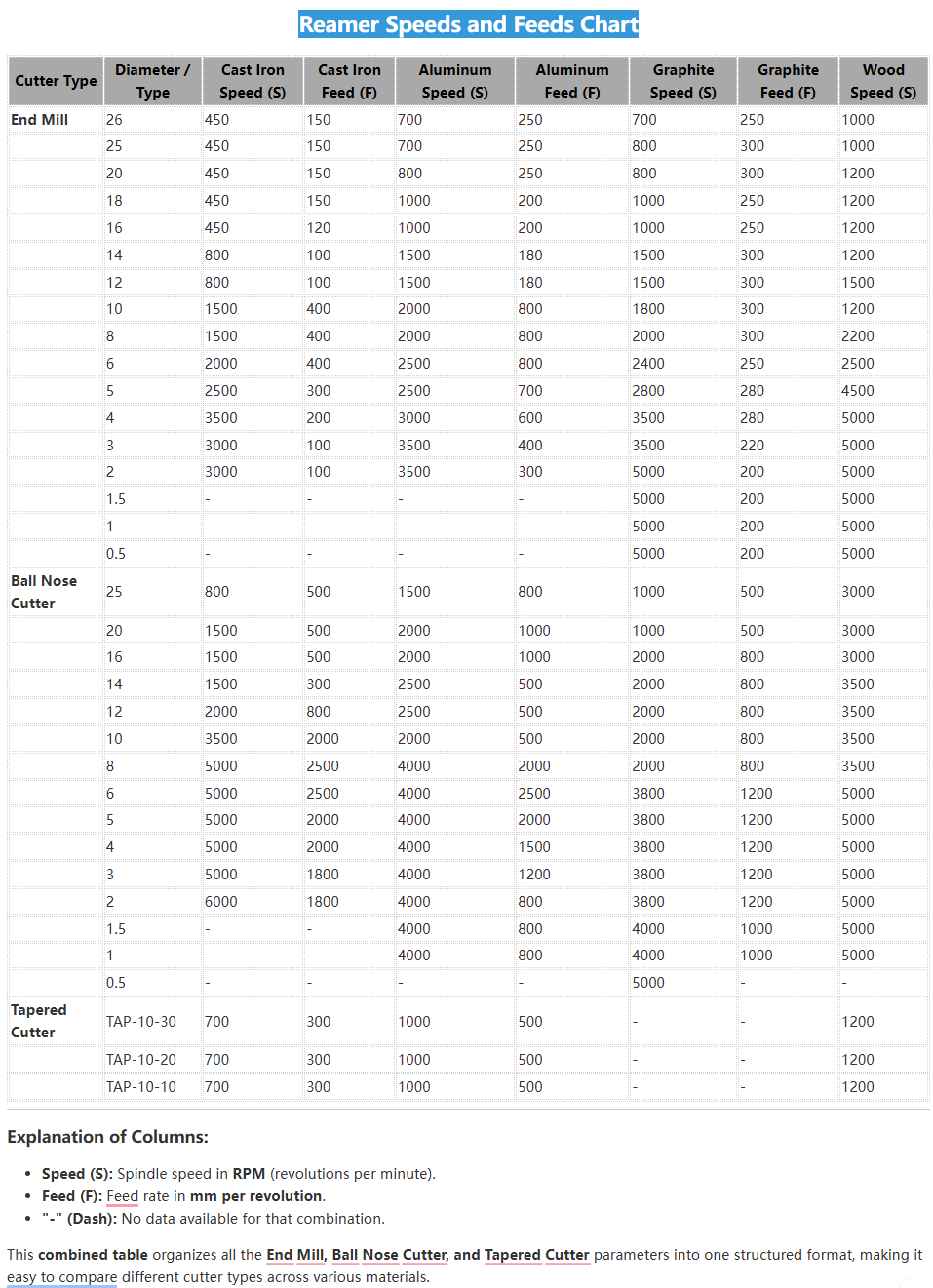 Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
Carbide & HSS Reamer Speeds and Feeds (RPM) Chart in Metric
 What is Axial Force – Axial Force Definition, Diagram, Formula (Equation) & How To Calculate?
What is Axial Force – Axial Force Definition, Diagram, Formula (Equation) & How To Calculate?