- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.8.30
Do you truly understand how we as your manufacturer interpret the drawings? in this article, we want to help answer some of the things about how you can specify in a way in which your communication is heard on the manufacturing whether it’s regarding drawings or specified through your communications with your manufacturer.
There’s variation in the real world, everything that you’re designing for the most part unless it’s at a movie is there to physically exist. Tolerance is dictated by many different things, including the process in which parts are manufactured, but they identify that range that it’s acceptable for your part and its function of the variation of range. when we talk about the phrase tight tolerances, we’re talking about a range that is actually below what we consider general for that particular manufacturing process. so for every single manufacturing process that we have, we have a list of general tolerances guidelines that help you understand what you should expect if you didn’t tolerance anything.
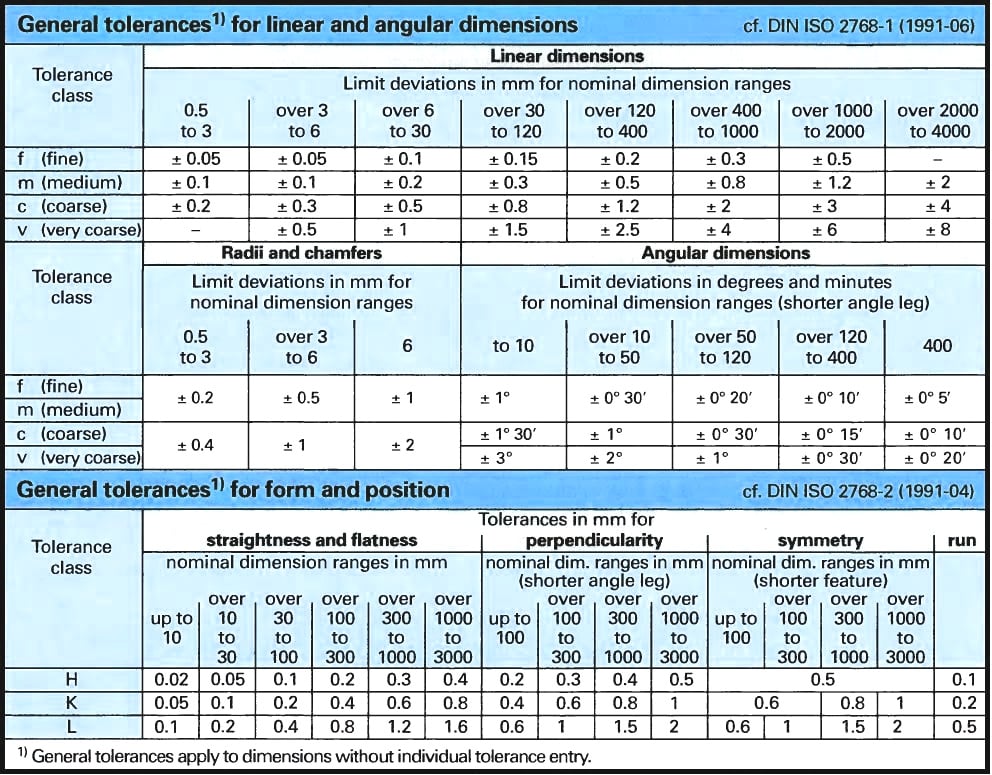
These are industry acceptable tolerances, so these would be accepted across multiple customer bases. and they’re accepted by manufacturers alike, these are relatively agreed upon. for the most part with CNC, the general guideline is plus or minus five-thousandths of an inch, that’s about the thickness of a sheet of paper. this chart here is talking mostly about as parts get longer, there’s a little bit more wiggle intolerances, that’s the nature of big metal and big broad parts being made. same with angularity, which is that we go in a deflection. when you’re writing these basic tolerances, the distance from one thing to another, you’re usually using bilateral unilateral or limit tolerances, the plus or minus five for general tolerances that’s a good example of a bilateral tolerance. limit tolerances are another way to interpret that. that is more inspector friendly, a limit intelligence usually uses like a hundred percent critical inspection, we’ll do that in process, we will take a caliper against it. unilateral is usually defined when there’s a stopping point. usually, it’s a plus 0 minus something or the reverse of that. these tolerances also can translate in the CAD sometimes.
In general, there are two purposes for your drawing. one is to convey the design intent of your drawing, the other is to convey all the requisite manufacturing information as well. sometimes, those two things are a little bit at odds. we see that especially with situations where you have unilateral tolerances. it’s a good way to convey the design intent, but it’s a little bit of a trap for our manufacturers, almost always with the advent of CAM and CNC machines. the operators programming directly off of the 3D model, they will see the phenomenal size on that shaft, they will machine it. if you do have that unilateral minus tolerance, it could result in mistakes. so in general for manufacturing, the best practice is to model exactly to the nominal or more exactly the size of the tolerance band, that’s acceptable. especially when you get into complex CNC mill parts, lathe parts, sometimes you’ll have a plus tolerance and a negative tolerance in the same part, which becomes a problem with programming and on the manufacturing standpoint. because some of the same tools are used to produce different features. we can’t go in just use the settings to adjust those tools, we’d have to reprogram it, put different tool pass. so the best practice is to try to model nominally. because we are programming off of CAM, we’re programming out for your CAD, we’re using a CAM program that trip with the CAD that you provided to the machine against. the tolerances that you need to call out in a modern drawing are usually those critical ones. the tighter tolerances or anything critical to measure, everything else is dictated by the CAM program. the title block covers the rest of it. so when you submitting your drawings to your manufacturer, make sure those match each other, the drawing has to matches the CAD. there’s no verb isn’t changes between those two, it’s very important to make sure of that.
 Cam Lock Types & Applications | Cam Specification, Mounting Hole Size and More
Cam Lock Types & Applications | Cam Specification, Mounting Hole Size and More
 Washer Types, Uses, Materials & Sizes | USS vs SAE Washer
Washer Types, Uses, Materials & Sizes | USS vs SAE Washer
 What Is Engineering Tolerance – Types of Tolerances in Engineering Drawing
What Is Engineering Tolerance – Types of Tolerances in Engineering Drawing
 What Software Affects 3D Printing – Netfab, Magics, Dyndrite & More
What Software Affects 3D Printing – Netfab, Magics, Dyndrite & More
 Top 10 Best AI for CNC Machining Program, CAM/CDM Design, G-Code Generate (Free & Paid)
Top 10 Best AI for CNC Machining Program, CAM/CDM Design, G-Code Generate (Free & Paid)
 Technology Analysis Suitable For CNC Milling Parts Drawings | CNCLATHING
Technology Analysis Suitable For CNC Milling Parts Drawings | CNCLATHING
