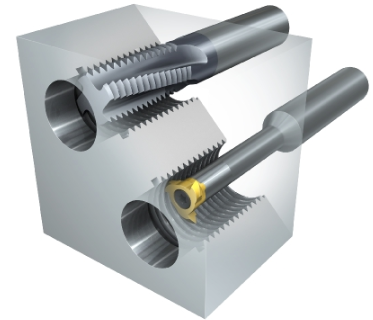
The primary distinction between tapping and thread milling is that tapping is intended to cut a certain thread, whereas the thread to be milled is decided by the controlled motion of the tool. Therefore, you may always use the tap to cut the internal thread and the thread milling cutter to cut the internal or external thread. Each strategy has its benefits and drawbacks. Threads can be generated by both thread milling and tapping, although the two processes are distinct. The following is a summary of their benefits and drawbacks.
1) Speed
Tapping is a quick and efficient method. For identical-sized holes, tapping can be significantly faster than thread milling. The primary benefit of tapping is its speed. The high-speed tapping center kit with a stiff tap can drill a thread hole in a fraction of the time required by a conventional system. Additionally, tapping can create deep holes in more resistant materials (such as steel). The thread milling machine requires a significant amount of time, and the machine controller must also devote considerable effort to maintain accuracy and precision.
2) Impact
Tapping creates threads in small holes, but various taps must be used for larger holes. This will consume a substantial amount of the magazine’s valuable but restricted space. In addition, cycle time is increased since the tapping tool must be replaced for each hole of a different size. This complexity comes at the expense of time setting. In addition, if the tap breaks inside the part during processing, removing the tap will cause damage to the part and incur additional costs. Thread milling machines process holes of varied diameters with a single tool. This minimizes not just the cost of tools but also the time associated with their replacement. Moreover, the thread milling cutter can process internal and external threads, right-hand and left-hand threads, as well as extremely big threaded holes (such as pipe threads). This eliminates the need to purchase big rigid taps in order to tap large holes, hence decreasing the cost and time involved with frequent tool changes.
3) Fit Thread
Taps are only able to produce threads designed by designers. Each increased thread size and pitch requires a manufacturer-specific tap. Custom faucets can be rather expensive and take longer to deliver. You can also utilize CNC machine tool programming to modify the thread size and pitch on the thread milling machine. This adaptability provides the further benefit of achieving precise tolerances and smooth surfaces. When working with extremely shallow blind threads on thin materials, the thread milling cutter can produce the greatest thread in a short distance.
4) Quality
The same size as the threads they create, tapping tools require a great deal of torque to perform the job. This will not only harm the tap but also compromise the thread’s final polish and tolerance, resulting in a generally low-quality component. The CNC thread milling machine carefully controls the thread-cutting operation to achieve the highest level of accuracy and precision. In addition, the thread milling machine uses a tool that is smaller than the final thread, leaving sufficient clearance for the material to be securely ejected. Controlled speed and precise manipulation allow thread milling to produce high-quality pieces with an outstanding finish.
5) Blind holes and chip control
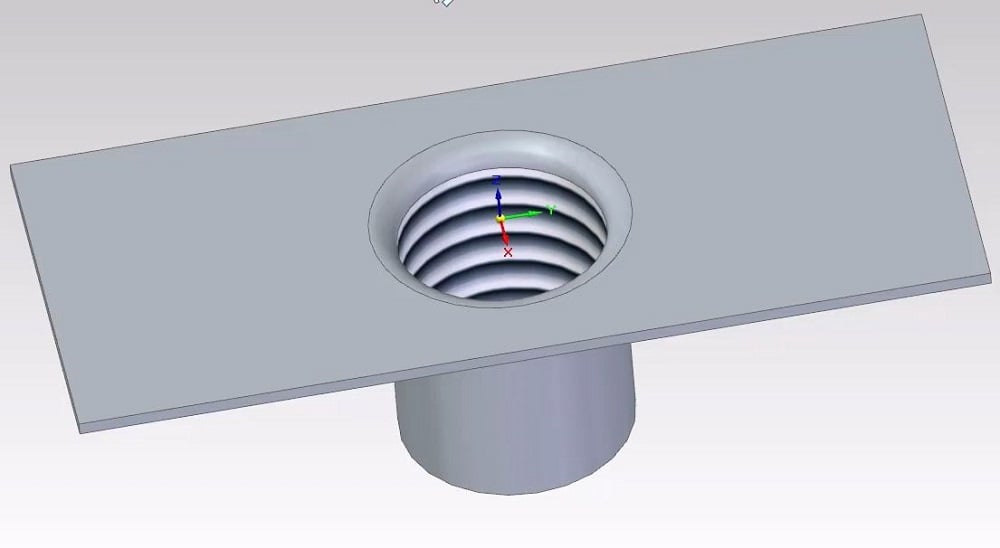
Typical causes of chip failure include chip overload and chip removal, which are invariably issues with tapping. Therefore, the use of taps on CNC equipment presents problems with thread quality and fracturing. Another drawback is that the tap cannot be put into the blind hole’s bottom. The thread milling machine not only enhances chip control, but it can also operate flawlessly to the bottom of the blind hole, eliminating tapping-related issues.
A thread milling machine is the greatest option when you require greater versatility, a variety of thread sizes and kinds, and the ability to change thread fit. If you desire speed, use stiff tapping.
 How To Remove a Broken Tap in CNC Machining?
How To Remove a Broken Tap in CNC Machining?
 Thread Tapping Process Problems, Reasons and Solutions or Correction Tips
Thread Tapping Process Problems, Reasons and Solutions or Correction Tips
 Tapped Holes vs. Threaded Holes: Process, Cost, Size, Material, Speed, Application, Pros & Cons
Tapped Holes vs. Threaded Holes: Process, Cost, Size, Material, Speed, Application, Pros & Cons
 How to Choose Thread Taps – Different Materials and Coatings of Tapping Tool
How to Choose Thread Taps – Different Materials and Coatings of Tapping Tool
 What is Thread Milling & How Does a Thread Mill Work | How to Thread Mill | CNCLATHING
What is Thread Milling & How Does a Thread Mill Work | How to Thread Mill | CNCLATHING
 UNC and UNF Thread Chart PDF (Dimensions, Diameter, Size in MM/INCH)
UNC and UNF Thread Chart PDF (Dimensions, Diameter, Size in MM/INCH)
