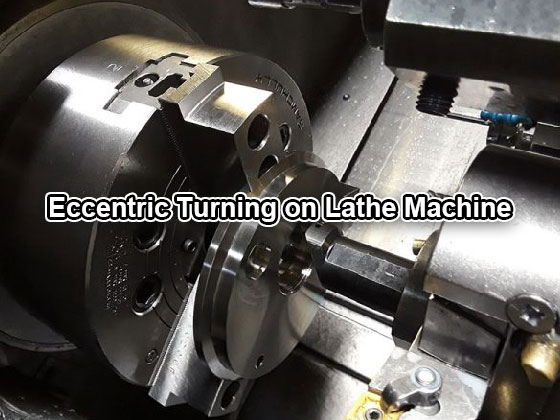
How is eccentric turning done on the lathe machine? There are two methods for machining an eccentric workpiece with four jaw chuck, that is, turning eccentric parts according to marking line and turning eccentric workpieces with a dial indicator.
1. Turning eccentric workpiece according to marking
Align according to the eccentric circle that has been drawn. Because of the marking error and alignment error, this method is only suitable for eccentric turning parts with low machining accuracy requirements.
(1) Before clamping the workpiece, the chuck claws should be adjusted so that two claws are symmetrical and the other two claws are asymmetrical. The distance from the spindle center is approximately equal to the eccentricity of the workpiece. The opening distance between each pair of claws is slightly larger than the diameter of the clamping position of the workpiece, so that the eccentric circle line of the workpiece is in the center of the chuck, and then the workpiece is clamped.
(2) After clamping the workpiece, make the tailstock center close to the workpiece, adjust the claw position to make the center align with the center of the eccentric circle, and then remove the tailstock.
(3) Align the marking needle tip with the side plain line on the outer circle of the workpiece, move the bed saddle, and check whether the side plain line is horizontal. If it is not horizontal, it can be adjusted by tapping gently with a wooden hammer. Then turn the workpiece 90 degrees, check and correct another side line, and align the point of the scriber with the eccentric circle line of the workpiece section, and correct the eccentric circle. In this way, the correction and adjustment are repeated until the two sidelines are horizontal and the axis of the eccentric circle coincides with the axis of the lathe spindle.
(4) Tighten the four claws evenly. After checking and confirming that there is no displacement of the side plain line and eccentric circle line when tightening the claws, the turning can be started.
2. Use a dial indicator for alignment
For the eccentric components with small eccentricity and high machining accuracy requirements, it is obvious that the accuracy requirements can not be met by the marking alignment processing. At this time, it is necessary to use the dial indicator to align, generally, the eccentricity error can be controlled within 0.02mm. Due to the limitation of the measuring range of the dial indicator, it can only be used for the alignment of workpieces with eccentricity less than 5mm.
(1) First, use the marking line to preliminarily align the workpiece.
(2) Then the dial indicator is used for further alignment to make the axis of the eccentric circle coincide with the axis of the lathe spindle.
(3) Align the workpiece sideline to make the two axes of eccentric shaft parallel.
(4) Correct the eccentricity.
(5) The operation requirements and precautions of rough turning eccentricity are the same as those of needle alignment and turning eccentric workpiece.
(6) Check the eccentricity.
(7) Finish turning the outer diameter of the eccentric circle to ensure the machining accuracy requirements.
The clamping methods for turning eccentric parts also include three jaw self-centering chuck, double chuck, eccentric chuck, etc.
 NPS Thread Dimensions Chart (NPSM & NPSL) | What Is Straight Pipe Thread
NPS Thread Dimensions Chart (NPSM & NPSL) | What Is Straight Pipe Thread
 Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
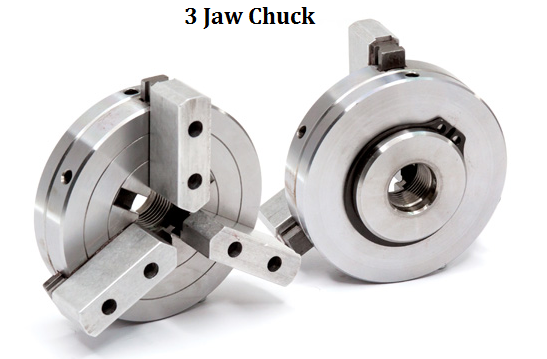 What is Three Jaw Chuck & How Does It Work | Lathe Chuck Types | CNCLATHING
What is Three Jaw Chuck & How Does It Work | Lathe Chuck Types | CNCLATHING
 Machining Material Density Chart – Density Unit Conversion Table
Machining Material Density Chart – Density Unit Conversion Table
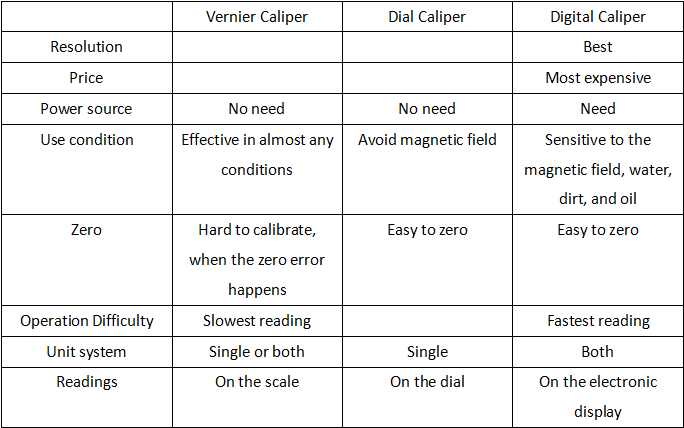 Dial vs. Digital vs. Vernier Caliper, What’s the Difference Between Them? | CNCLATHING
Dial vs. Digital vs. Vernier Caliper, What’s the Difference Between Them? | CNCLATHING
 Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
