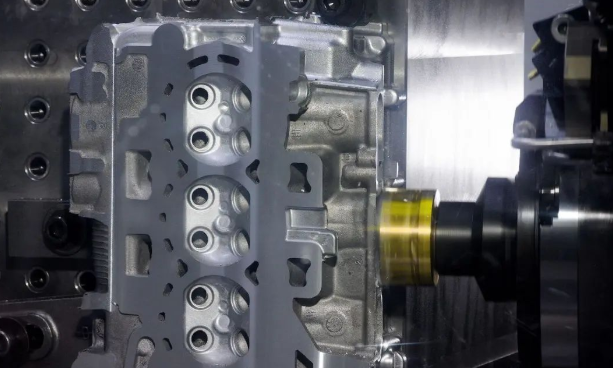
1. Cutting
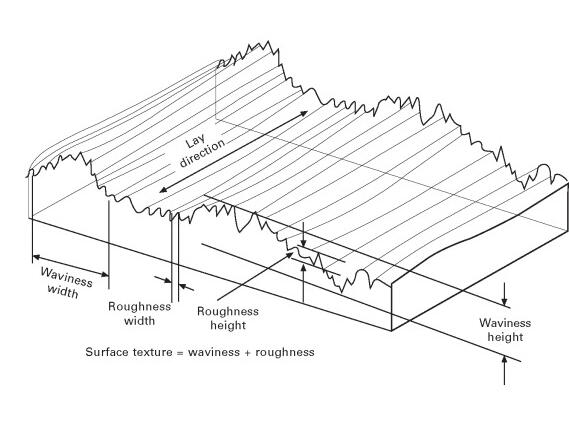
When a cutting tool is used to cut a workpiece, there will be a residual cutting face on the surface, with micro geometric error, feed rate, main/auxiliary deflection angle and the radius of the tooltip arc, which will affect the size of the residual face. Adjust the feed rate and angle in the machining process can reduce the deformation and cutting area of the part. In addition, the lubricant and cutters selected should conform to the characteristics of the material, to reduce the plastic deformation and inhibit the formation of tool burr and scale. It is also an effective measure to reduce the surface roughness by increasing the rake angle of the tool to reduce plastic deformation
2. Grinding
Grinding is used for fine machining. The hardness of abrasive grains is very high, and working at high speed. It can obtain high machining accuracy and surface roughness. Because of the advantages of grinding, in the specific machining process, the temperature can reach 1000 ° C to 1500 ° C, which will deepen the plastic deformation, and the negative front angle grinding of abrasive particles is relatively thin. When grinding, most of the parts are extruded. In the plastic deformation process, the side of abrasive particles will produce plastic heat flow, and then draw a small roughness on the parts, and the high temperature will further deepen the surface roughness.
3. Cutting parameters
– Feed rate: decrease the feed rate, the height of the residual area of the machined surface becomes smaller, which is beneficial to reduce the Ra value of the roughness.
– Cutting speed: When cutting plastic materials, when the cutting speed is less than 5 m / min or more than 100 m / min, it is not easy to generate chip accretion, which is beneficial to reduce the Ra value of roughness. When the cutting speed V is 20-25 M / min and the cutting temperature is about 300°C, the friction coefficient between the chip and the front face of the tool is the largest, and the height of the chip accretion is the largest, which increases the Ra value.

 What is Grinding Process & How It Works – Different Types of Grinding
What is Grinding Process & How It Works – Different Types of Grinding
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 Surface Roughness Symbols, Grade Numbers, Indication, Terminology and Calculation | CNCLATHING
Surface Roughness Symbols, Grade Numbers, Indication, Terminology and Calculation | CNCLATHING
 The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
 What Are The Factors Of Mechanical Parts Deformation During Machining?
What Are The Factors Of Mechanical Parts Deformation During Machining?
