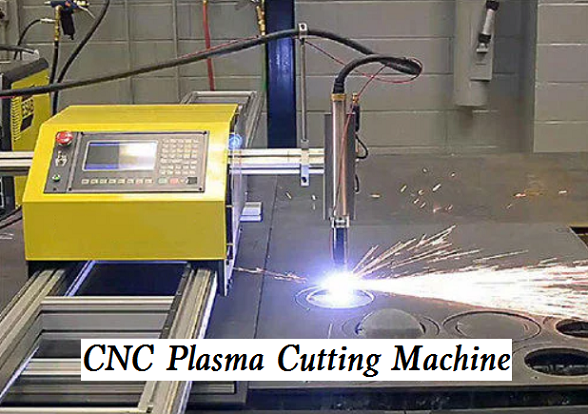
The gas is very important when machining with a CNC plasma cutting machine. The selection of gas will seriously affect the cutting accuracy, slag hanging, and other phenomena. How to choose the right gas to obtain faster-cutting speed and better cutting quality?
1. Hydrogen is combined with other gases as a supplementary gas. For instance, H35 (hydrogen volume fraction of 35%, argon volume fraction of the remainder) is one of the gases with the best plasma arc cutting power, which is mostly due to the presence of hydrogen. Since hydrogen can greatly enhance the arc voltage, the enthalpy of the hydrogen plasma jet is considerable. When combined with argon, the plasma jet’s cutting ability is substantially enhanced.
2. Oxygen can increase the cutting speed of materials made from low-carbon steel. When cutting with oxygen, the mode of operation closely resembles that of a CNC flame-cutting machine. The high temperature and high energy of the plasma arc accelerate the cutting process. The spiral air duct machine, however, must be compatible with high-temperature oxidation-resistant electrodes. In addition, the electrodes must be shielded from impact during arcing in order to prolong their lifespan.
3. Air includes around 78% nitrogen by volume, therefore it is quite creative to employ the slag hanging created by air cutting as opposed to nitrogen cutting; the air also contains approximately 21% oxygen by volume. Due to the presence of oxygen, the cutting speed of low-carbon steel materials with air is also quite high; therefore, air is the most cost-effective working gas. However, when air cutting is used alone, there will be issues such as slag hanging, notch oxidation, and nitrogen growth. Additionally, the poor life of the electrode and nozzle will impact the operating efficiency and cost of cutting. Due to the fact that plasma arc cutting typically employs power supplies with constant current or steep drop external characteristics, the current changes little when the nozzle height is increased, but the arc length and arc voltage will increase, thereby increasing the arc power. However, the arc length exposed to the environment will also increase, as will the energy loss of the arc column.
4. Nitrogen is a frequently employed working gas. Under conditions of high power supply voltage, the nitrogen plasma arc is more stable and has greater jet energy than the argon plasma arc. Even when cutting materials with a high liquid metal viscosity, such as stainless steel and nickel-base alloy, the amount of slag dangling from the incision’s lower edge is minimal. Nitrogen can be used alone or in combination with other gases for plasma cutting. As an example, nitrogen or air are frequently utilized as working gases in mechanized cutting. These two gases have become the norm for high-velocity carbon steel cutting. Nitrogen is occasionally utilized as the starting gas for oxygen plasma arc cutting.
5. Argon hardly interacts with any metals at high temperatures. The CNC plasma cutter from Argon is extremely stable. The nozzle and electrode employed have a lengthy lifespan. However, argon plasma arc voltage is modest, enthalpy is not high, and cutting ability is limited. In comparison to air cutting, the cutting thickness will be approximately 25% thinner. Moreover, in the argon protection environment, the surface tension of molten metal is relatively high, which is roughly 30 percent greater than in the nitrogen environment; thus, there will be more slag-hanging issues. Even if the mixture of argon and other gases is utilized for cutting, slag is likely to adhere. Therefore, using pure argon alone for plasma cutting is uncommon.
 Best Plasma Cutter 2024 – Top 10 Cheap Plasma Cutter Under $500/1000
Best Plasma Cutter 2024 – Top 10 Cheap Plasma Cutter Under $500/1000
 Plasma (Ion) Nitriding Process, Temperature, Materials, Uses & Gas Nitriding vs Ion Nitriding
Plasma (Ion) Nitriding Process, Temperature, Materials, Uses & Gas Nitriding vs Ion Nitriding
 What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
What is Heliarc Welding – Principle, Machine, Use, Cost, Difference Between TIG and Heliarc Welding?
 CNC Plasma Cutting Machine vs Laser Cutting Machine: What Are the Differences and Which One to Choose
CNC Plasma Cutting Machine vs Laser Cutting Machine: What Are the Differences and Which One to Choose
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 What is Gas Welding & How Does It Work – Types of Gas Welding Techniques and Equipment
What is Gas Welding & How Does It Work – Types of Gas Welding Techniques and Equipment
