- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.8.27
Up milling and down milling are two common phenomena in CNC machining. Many people don’t understand the difference between them. Today’s article will talk about the difference between up milling and down milling.
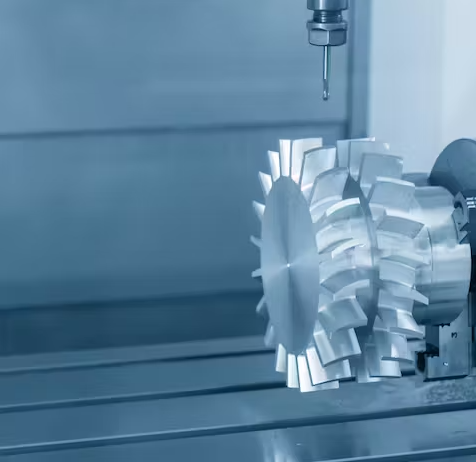
The cutting edge of the milling cutter will be subjected to impact load every time it cuts in. In order to successfully milling, we must consider the correct contact mode between the cutting edge and the material when the cutting edge cuts in and cuts off in a cutting. In the milling process, the workpiece is fed in the same or opposite direction along the rotation direction of the milling cutter, which will affect the cutting in, cutting and whether to use up milling or down milling.

The Golden Rule Of Milling – From Thick To Thin
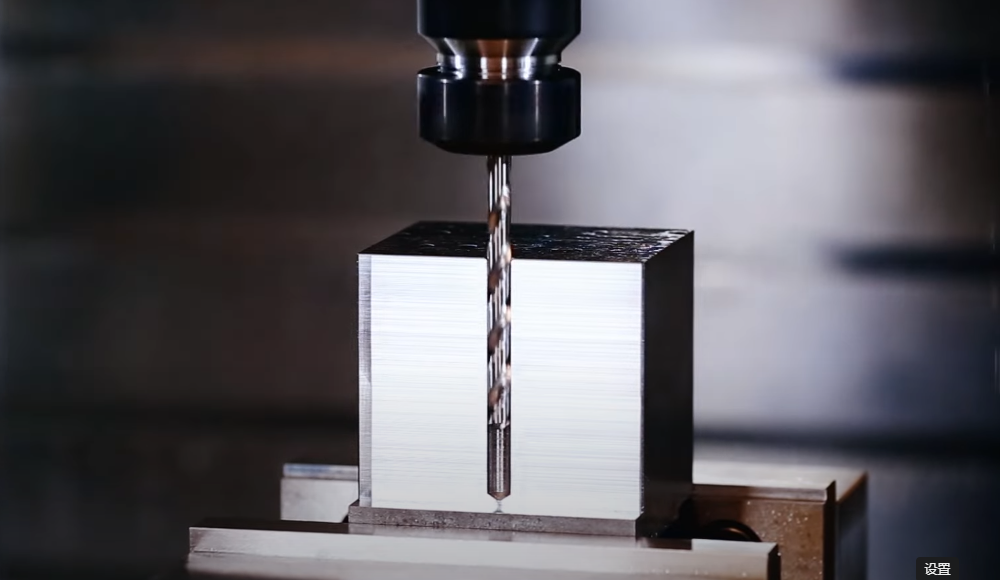
When milling, the formation of cutting must be considered. The decisive factor of cutting formation is the position of the milling cutter. It is required to form thick chips when the cutting edge cuts in and thin chips when the cutting edge cuts out, so as to ensure a stable milling process. Be sure to remember the golden rule of milling “from thick to thin” to ensure that the chip thickness is as small as possible when the blade is cut out.
Up Milling
In up milling, the cutting tool feeds in the direction of rotation. As long as the machine tool, fixture and workpiece allow, up milling is always the preferred method. In edge up milling, the chip thickness will gradually decrease from the beginning of cutting and finally reach zero at the end of cutting. In this way, the cutting edge can avoid scratching and rubbing the part surface before participating in cutting.
Large chip thickness is advantageous, and the cutting force tends to pull the workpiece into the milling cutter to keep the cutting edge cutting. However, because the milling cutter is easy to be pulled into the workpiece, the CNC machine tool needs to eliminate the backlash to deal with the feed gap of the worktable. If the milling cutter is pulled into the workpiece, the feed will increase unexpectedly, which may lead to excessive chip thickness and fracture of the cutting edge. Back milling should be considered at this time.
Down Milling
In down milling, the feed direction of the cutting tool is opposite to its rotation direction. The chip thickness increases gradually until the end of cutting. The cutting edge must be forcibly cut in, resulting in scratching or polishing due to friction, high temperature and frequent contact with the work hardened surface caused by the front cutting edge. Will shorten the life of CNC tools.
The thick chips and high temperature produced by the cutting edge will lead to high tensile stress, shorten the tool life, and the cutting edge will usually be damaged quickly. It may also cause chips to stick or weld to the cutting edge, which will then carry them to the starting position of the next cutting, or cause the cutting edge to collapse instantaneously.
The cutting force tends to push the milling cutter and the workpiece away from each other, while the radial force tends to lift the workpiece from the workbench. When the machining allowance changes greatly, down milling is better. down milling is also used when machining superalloys with ceramic blades, because ceramics are sensitive to the impact when cutting into the workpiece.
Feed Direction Of Workpiece Fixture Tool
Different requirements are put up for workpiece fixture. It should be able to resist the lifting force during the down milling process. It should be able to resist downforce during down milling.
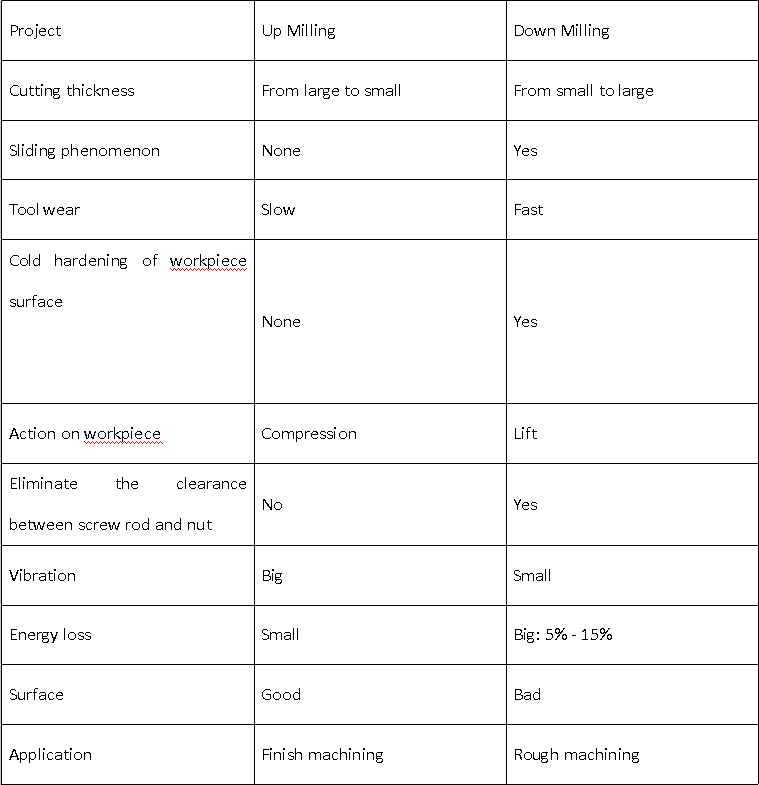
Comparison Between Up Milling And Down Milling
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
 Types of Chips in Metal Cutting – How Do Chips Affect the Cutting Process
Types of Chips in Metal Cutting – How Do Chips Affect the Cutting Process
 What is Peck Drilling – Peck Drilling Meaning, Cycle, G Codes, Depth, Speed, Uses & Examples
What is Peck Drilling – Peck Drilling Meaning, Cycle, G Codes, Depth, Speed, Uses & Examples
