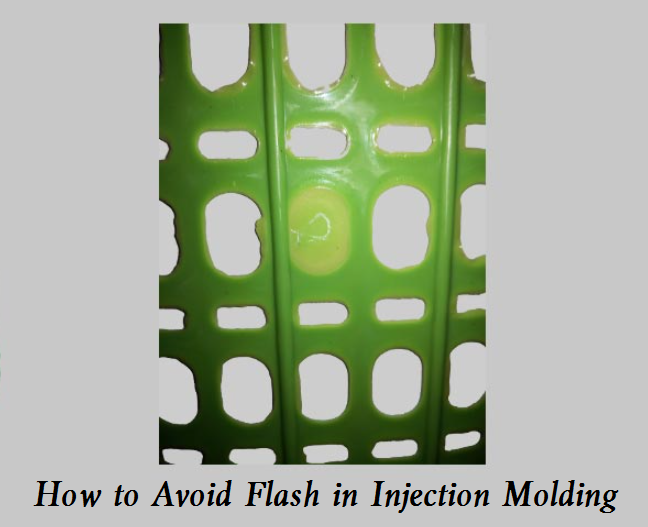
Considering the causes, there are mainly five aspects to fixing the injection molding flash.
1. Equipment
1) Cause: the insufficient clamping force of the molding machine. If the rated clamping force of the molding machine is less than the tension on the projection area of the product from the image during the molding process, the parting surface gap will be caused, resulting in a flash.
Solution: increase the clamping force
2) Cause: insufficient mold closing of the molding machine. If the minimum die closing clearance of the molding machine is greater than the thickness of the mold, the projected area of the product exceeds the maximum injection area of the injection press, the installation and adjustment of the injection press template are incorrect, the mold installation is incorrect, the clamping force cannot be kept constant, the injection press template is not parallel, and the deformation of the pull rod is uneven, which will lead to the untight die closing and flash.
Solution: improve the defects of the injection molding machine
2. Mold
1) Cause: poor precision of the mold itself, such as untight fitting of parting surface; The parting surface has indentation or fatigue collapse; Excessive clearance of parting surface, etc.
Solution: Improve mold design
2) Cause: Unreasonable design, such as asymmetric distribution of the mold cavity, which leads to uneven tension during molding, and easy to produce flash. The ejection mechanism is asymmetric, which causes the thimble to be subject to torsion during ejection and may also produce a flash. Excessive exhaust clearance, too many insert structures of cavity and core, cavity and core offset, the formwork not parallel, formwork deformation, the molding plane falling into foreign matters, insufficient exhaust, the exhaust hole being too large, all of these may generate flash.
Solution: Adjust the mold design
3. Process
1) Cause: The injection pressure is too high or the injection speed is too fast, resulting in high speed and high-pressure melt, which leads to elastic deformation of the mold joint, resulting in a flash.
Solution: reduce injection speed
2) Cause: If the temperature is too high, no matter whether the temperature of the barrel, nozzle, or mold is too high, the viscosity of the plastic melt will decrease and the fluidity will be enhanced, which will cause a flash at the junction of the module.
Solution: Reduce temperature
3) Cause: If the metering is too large, local high pressure will be generated in the mold. If it occurs at the module joint, flash also easy to occur.
Solution: Reduce measurement
4. Material
1) Cause: Either the viscosity is too high or too low may cause product flash.
Solution: Attention should be paid to improving die precision, reducing die clearance, and improving die closing force
2) Cause: The resin with high viscosity will cause excessive flow resistance, and increase the cavity back pressure during mold filling, which will lead to the parting surface clearance and form flash.
Solution: reduce viscosity
5. Cooling conditions
Cause: The cooling of parts in the mold is too long
Solution: Avoid shrinking from outside to inside and shorten the cooling time of the mold; Cool the parts in hot water.
To get the best result, it is better to address and prevent the injection molding flash in the first place and ensure the look and function of your plastic molded parts.
 Causes & Solutions To Overflow Of Injection Molding Machine Head | CNCLATHING
Causes & Solutions To Overflow Of Injection Molding Machine Head | CNCLATHING
 Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
Plastic Shrinkage: What Causes Plastic Shrinkage & How To Fix | CNCLATHING
 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
Flow Lines In Injection Molding: How To Solve & Prevent | CNCLATHING
