When the CNC machine is running, there is a sensor on the tool changer carousel tells the machine that the tool changer is in its full reach retracted park position, if the sensor does is not true during any operations of the machine, you’ll get a fault in the machine, the tool changer is going to come forward and collide with the Z head, so when we are going to do a tool change, the spindle will move to the Z height for the tool change to happen and go through a spindle orientation. It needs to orientate the spindle so that the dogs are lined up with a slot in the tool changer so that when the tool changer comes in the clip, it will engage in the groove of the flange of the tool holder and the drive dog on the spindle will go inside of a little notch, then the tool holder will be retained inside the tool changer. Once we’re at the Z height and we’re orientated and the spindle is locked in its orientation position, then the machine will call for the tool changer to come in, when the tool changer comes in, there’s another limit switch that tells the machine controller that the tool changer is completely in the tool change position, so it waits for that limit switch to be made before it will continue on the cycle.
Once the tool changer is in the full change position, we’re going to release the drawbar to let go of the current tool, so when this happens you’ll see the tool change or carousel get pushed down just a little bit and that’s the drawbar completely releasing the tool. There’s a sensor on the drawbar piston to signal when the drawbar has fully released, the machine will not go on until that sensor is made. When that sensor is made then the z-axis will move up to the changing height, once we complete that move, then the signal will be sent to the carousel to rotate to the tool pocket, the next tool is in.
When the spindle comes all the way down again, you’ll see that it pre-loads the carousel just a little bit while the spindle seats completely on the next tool and then once that Z move is complete then the drawbar will release, and then the machine will know that it has the next tool firmly held in the spindle and then it will call for the tool changer to retract and then they will wait to form the tool changer to fully retract and that retract park limits which to be made, so the machine knows that the tool changer is completely out of the way, after that the tool change cycle is complete, the orientation mechanism that locks the spindle and its orientation for the tool change will then release, we can go on to CNC machining.

 Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
 Machining Material Density Chart – Density Unit Conversion Table
Machining Material Density Chart – Density Unit Conversion Table
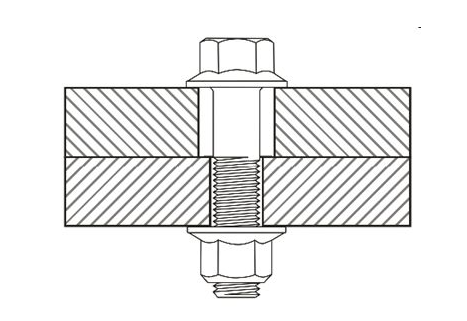 Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
 NPS Thread Dimensions Chart (NPSM & NPSL) | What Is Straight Pipe Thread
NPS Thread Dimensions Chart (NPSM & NPSL) | What Is Straight Pipe Thread
 Haas G Codes & M Codes List for CNC Lathe and Mill – Haas & Fanuc G-Code and M-Code PDF Download| CNCLATHING
Haas G Codes & M Codes List for CNC Lathe and Mill – Haas & Fanuc G-Code and M-Code PDF Download| CNCLATHING
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
