Milling Cutter Diameter Selection:
The selection of milling cutter diameter varies greatly according to the product and production batch. The choice of tool diameter mainly depends on the specification of the equipment and the machining size of the workpiece.
1. Face milling cutter. When selecting the diameter of the end milling cutter, it is mainly necessary to consider that the power required by the cutter should be within the power range of the machine tool, or the diameter of the machine tool spindle can be used as the basis for selection. The diameter of the face milling cutter can be selected as d = 1.5D. In batch production, the tool diameter can also be 1.6 times of the cutting width of the workpiece.
2. End mill cutter. The selection of end milling cutter diameter shall mainly consider the requirements of workpiece processing size, and ensure that the power required by the cutter is within the rated power range of the machine tool. If it is a small diameter end mill, consider whether the maximum number of revolutions of the machine tool can reach the minimum cutting speed of the tool (60m / min).
Milling Cutter Body Selection:
The price of imported milling cutters is relatively expensive. The price of 100 mm diameter end milling cutter may exceed US $600, so it should be carefully selected to meet specific processing needs.
First, consider the number of teeth when selecting a milling cutter. For example, a coarse tooth milling cutter with a diameter of 100 mm has only 6 teeth, while a fine tooth milling cutter with a diameter of 100 mm has 8 teeth. The pitch will determine the number of teeth involved in milling and affect the smoothness of cutting and the cutting speed requirements of the machine tool. Each milling cutter manufacturer has its own rough and rough milling cutter series. Rough tooth milling cutters are mainly used for rough machining because they have large chip bags. If the chip bag is not large enough, it will lead to coil difficulty or friction between the chip and the workpiece, and the workpiece will be exacerbated. At the same feed rate, the cutting load of each tooth of coarse tooth milling cutter is greater than that of dense tooth milling cutter.
During finishing milling, the cutting depth is generally 0.25-0.64mm, the cutting load per tooth is small (about 0.05-0.15mm), and the required power is small. Fine tooth milling cutter can be selected, and larger feed rate can be selected. Since the metal removal rate in finish milling is always limited, it is no problem for fine tooth milling cutters to have small chip bags.
For spindles with large taper and good rigidity, fine tooth milling cutters can also be used for rough milling. Since the fine tooth milling cutter has more teeth related to cutting at the same time, when using a large cutting depth (1.27 – 5 mm), attention must be paid to whether the power and stiffness of the machine tool are sufficient and whether the chip bag of the milling cutter is large enough. Chip removal needs to be tested and verified. If there is a problem with chip removal, the cutting amount shall be adjusted in time.
In the process of heavy roughing, excessive cutting force will lead to vibration of less rigid machine tools. This jitter will lead to the fragmentation of cemented carbide blade, which will shorten the tool life. The use of coarse tooth milling cutter reduces the demand for machine power. Therefore, when the spindle hole size is small, the roughing tool can be used for effective milling.
 What is Cemented Carbide – Cemented Carbide Properties, Types & Applications
What is Cemented Carbide – Cemented Carbide Properties, Types & Applications
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
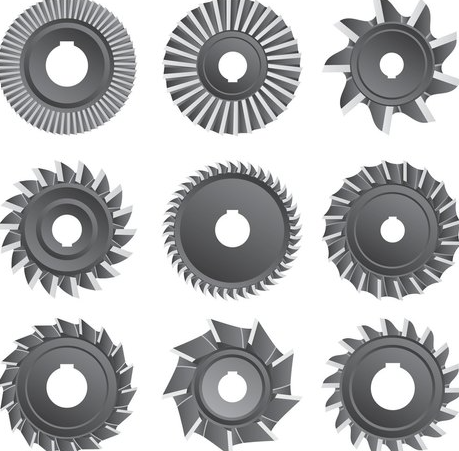
 What is Milling Cutter & Mill Cutter Types – Tips for Selecting Right CNC Cutting Tools | CNCLATHING
What is Milling Cutter & Mill Cutter Types – Tips for Selecting Right CNC Cutting Tools | CNCLATHING
 Difference Between Gear Forming and Gear Generating – Gear Forming & Generation Pros and Cons
Difference Between Gear Forming and Gear Generating – Gear Forming & Generation Pros and Cons
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 Best Plasma Cutter 2024 – Top 10 Cheap Plasma Cutter Under $500/1000
Best Plasma Cutter 2024 – Top 10 Cheap Plasma Cutter Under $500/1000
