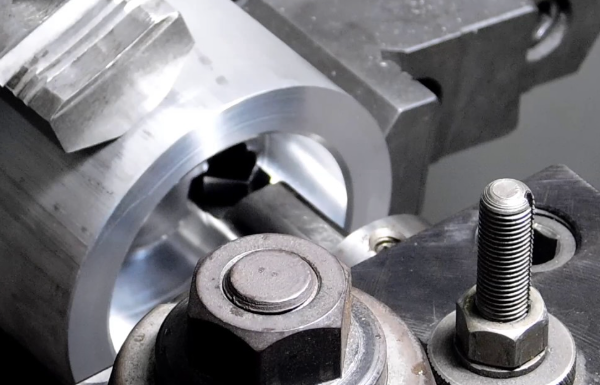
Cutting threads on the lathe involves creating screw threads on the surface of a workpiece using a cutting tool. Here are the general steps for cutting threads on a lathe:
1. Choose the right threading tool: Select the appropriate threading tool for the job based on the thread type, material, and dimensions of the workpiece.
2. Set the lathe for threading: Adjust the lathe settings for threading by selecting the appropriate pitch and threading direction (right or left-hand).
3. Mark and rough the material: Use a center punch to mark the position of the threads, and rough the material to the desired diameter using a facing tool.
4. Set the threading tool: Mount the threading tool into the tool post of the lathe, ensuring that it is square to the workpiece and set to the correct height.
5. Start the lathe: Start the lathe and slowly advance the threading tool towards the workpiece to begin making the first pass.
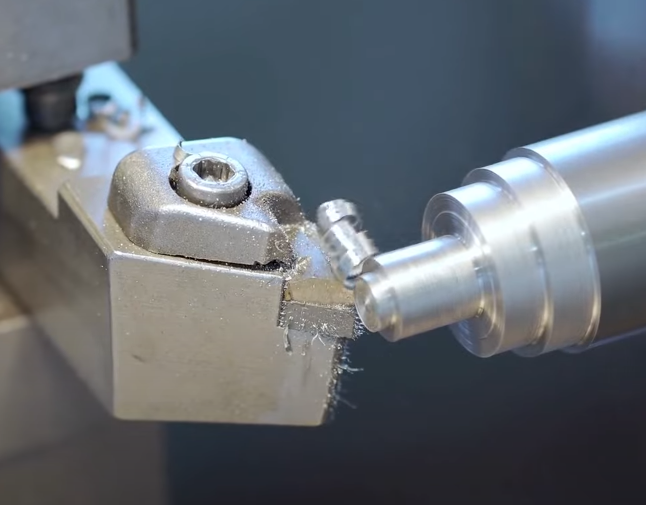
6. Make the threads: Apply cutting fluid to the workpiece and engage the threading tool into the workpiece, slowly moving the threading tool along the workpiece to create the desired thread profile. The threading tool should not retract until the full depth of the thread is reached.
7. Check the threads: After the first pass is complete, stop the lathe and check the thread using a thread gauge. If necessary, adjust the threading tool and repeat the process for subsequent passes until the thread is complete.
8. Finish the threads: After the thread is complete, use a chamfering tool to remove any burrs or sharp edges at the start and finish of the thread.
Which tool is essential for cutting threads?
The threading tool is essential for cutting threads on a lathe. The threading tool is a cutting tool with a pointed tip that is ground to match the thread profile to be cut. The tip of the threading tool is typically ground to match the included angle of the thread being cut, which is typically 60 degrees for standard threads. The threading tool is mounted in the lathe’s tool holder or tool post, and is advanced along the length of the workpiece as it rotates. The threading tool makes one pass along the workpiece for each thread pitch, creating the thread profile on the surface of the workpiece. To ensure accurate thread geometry and surface finish, the threading tool must be precisely set up and ground to match the thread profile. The tool must also be carefully controlled with respect to cutting speed, feed rate, and depth of cut, to ensure that the thread is cut to the precise dimensions and tolerances required. While other tools and methods can be used to cut threads on a lathe, such as thread-cutting dies or thread-milling cutters, the threading tool remains the most widely used and versatile tool for the job.
What speed should a lathe be at for thread cutting?
The speed at which a lathe should operate for thread cutting can vary depending on factors such as the material being machined, the diameter of the workpiece, and the pitch of the threads being cut. Generally, the cutting speed for thread cutting is to use a speed that is half the recommended turning speed for the same material and workpiece diameter. In other words, for thread cutting, the surface speed (in feet per minute or meters per minute) should be half the surface speed recommended for turning operations on the same material and workpiece diameter. This is because the cutting tool is engaged in the material for a longer period of time during thread cutting, which generates more heat and can adversely affect the tool life and finish quality of the thread. For example, if you are turning mild steel with a recommended turning speed of 600 surface feet per minute and a workpiece diameter of 2 inches, the recommended threading speed would be 300 surface feet per minute. This can be calculated using the formula:
Threading speed = (Turning speed ÷ 2) × (diameter of workpiece ÷ diameter of tool)
What is the G code for thread cutting?
The G code for thread cutting may vary depending on the specific CNC lathe and the type of threads that are being cut. However, the most commonly used G codes for thread cutting are:
1. G33 – Thread Cutting Cycle: The G33 command initiates a thread cutting cycle and specifies the thread pitch and other parameters such as the depth of cut, number of passes, and chamfering distances.
2. G76 – Multiple Thread Cutting Cycle: The G76 command is used for cutting multiple or multi-start threads, and specifies parameters such as the thread pitch, number of starts, and dwell time.
3. G32 – Threading with Constant Depth of Cut: The G32 command is used to thread a workpiece using a single-point threading tool with a constant depth of cut.
4. G92 – Threading Override: The G92 command is used to override the threading feed rate during the threading cycle and specify a custom feed rate for threading.
 Thread Types, Terms, Designation, and How to Identify & Measure Threads | CNCLATHING
Thread Types, Terms, Designation, and How to Identify & Measure Threads | CNCLATHING
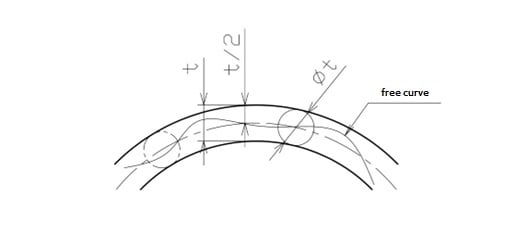 GD&T Profile Tolerance: Basic Knowledge, Types, Symbol, Calculation, Uses
GD&T Profile Tolerance: Basic Knowledge, Types, Symbol, Calculation, Uses
 Guide to Thread Pitch: Definition, Measurement, Types and Thread Pitch (TPI) Chart
Guide to Thread Pitch: Definition, Measurement, Types and Thread Pitch (TPI) Chart
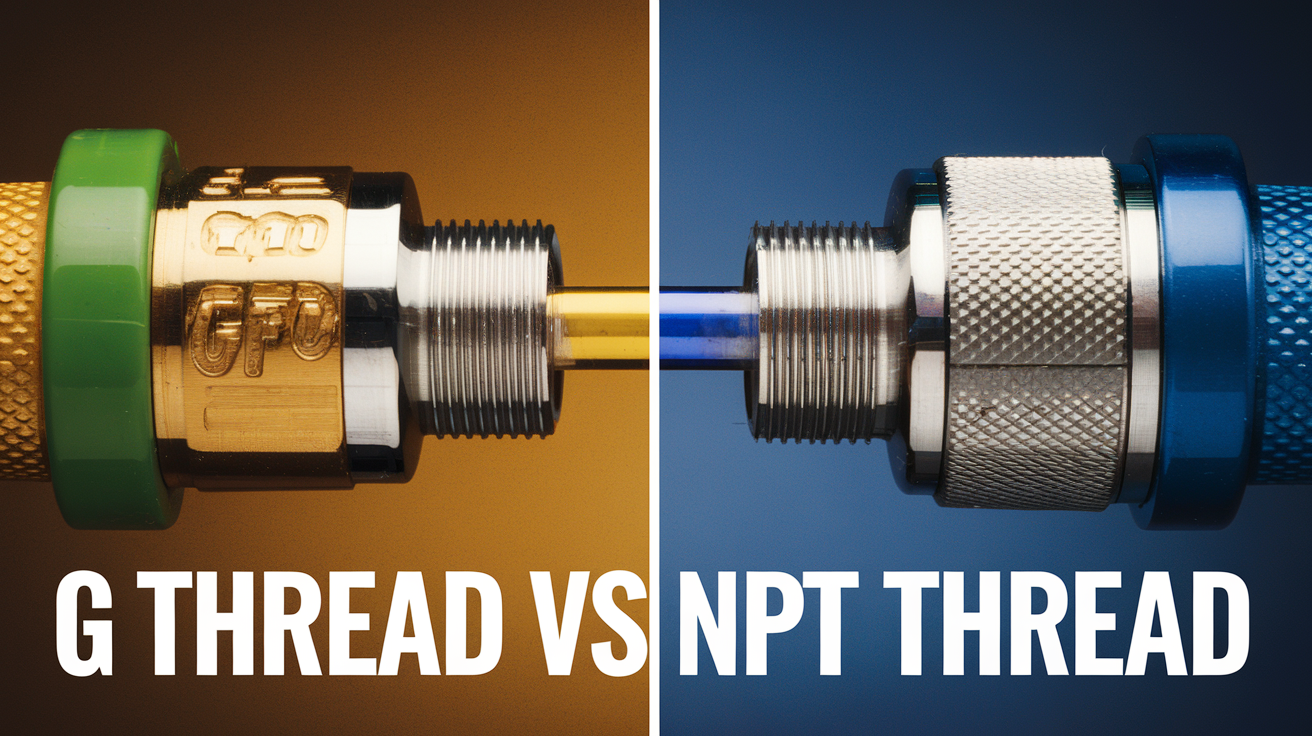 G Thread vs NPT: Differences in Dimensions, Uses, Standard Specs
G Thread vs NPT: Differences in Dimensions, Uses, Standard Specs
 What Is SFM in Machining – SFM Definition, Units, Formula, Calculation & SFM to RPM
What Is SFM in Machining – SFM Definition, Units, Formula, Calculation & SFM to RPM
 UNC and UNF Thread Chart PDF (Dimensions, Diameter, Size in MM/INCH)
UNC and UNF Thread Chart PDF (Dimensions, Diameter, Size in MM/INCH)
