When determining the coordinate axis of the machine tool, generally determine the Z axis first, then the X axis and Y axis, and finally other axes. Jb3051-82 standard stipulates that the positive direction of machine tool movement refers to the direction of increasing the distance between workpiece and tool.
(1) Z-axis the direction of z-axis is determined by the spindle transmitting cutting force, and the coordinate axis parallel to the spindle axis is the z-axis. If the machine tool has no spindle, the Z axis is perpendicular to the clamping surface of the workpiece. At the same time, the direction of the tool away from the workpiece is specified as the positive direction of the Z axis. For example, in drilling and boring, the direction of drilling and boring the workpiece is the negative direction of Z coordinate, while the exit is the positive direction.
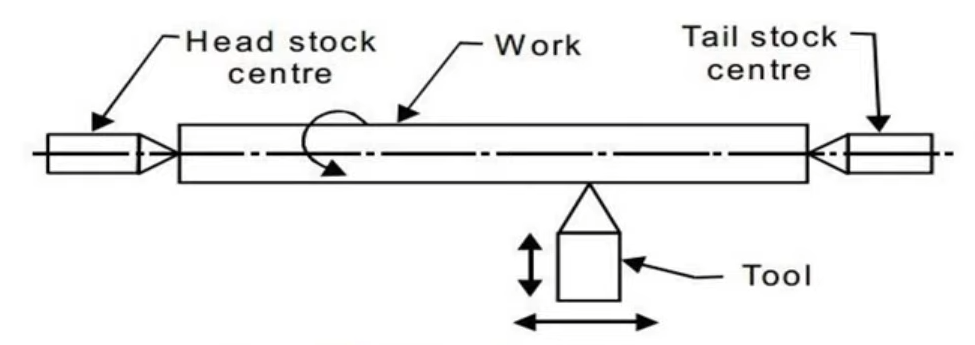
(2) X-axis x-axis is horizontal, parallel to the clamping surface of the workpiece and perpendicular to the z-axis. This is the main coordinate of the movement in the positioning plane of the tool or workpiece. For machine tools with rotating workpiece (such as lathe, grinder, etc.), the direction of X coordinate is in the radial direction of the workpiece and parallel to the transverse sliding seat. The direction of the tool leaving the rotation center of the workpiece is the positive direction of the X axis. For machine tools with rotating tools (milling machine, boring machine, drilling machine, etc.), if the z-axis is vertical, when viewed from the tool spindle to the column, the positive direction of X movement points to the right. If the z-axis is horizontal, the positive direction of the spindle points to the right when viewed from the spindle to the workpiece.
(3) Y axis Y coordinate axis is perpendicular to X and Z coordinate axes. The positive direction of y motion is determined according to the positive direction of X and Z coordinates and the right-hand Cartesian coordinate system.
(4) Rotational motion the motion of rotating around the coordinate axes x, y and Z, represented by a, B and C respectively. Their positive direction is determined by the right-hand spiral law.
(5) If the additional axis has coordinates parallel to them in addition to the X, y and Z coordinates, they can be specified as P, Q and R respectively.
(6) The opposite direction of workpiece movement. For machine with workpiece movement rather than tool movement, the foregoing provisions for tool movement must be arranged in the opposite direction. The letter with “‘”, such as + y’, indicates the forward motion command of the workpiece relative to the tool. The letter without “‘”, such as + y, indicates the negative movement command of the tool relative to the workpiece. They represent the opposite direction of motion.

 CNC Machine G-Code Tutorial – List Of G-Codes For CNC Programming | CNCLATHING
CNC Machine G-Code Tutorial – List Of G-Codes For CNC Programming | CNCLATHING
 Types & Classification Of CNC Machine Tools | Basics Of CNC Machining
Types & Classification Of CNC Machine Tools | Basics Of CNC Machining
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
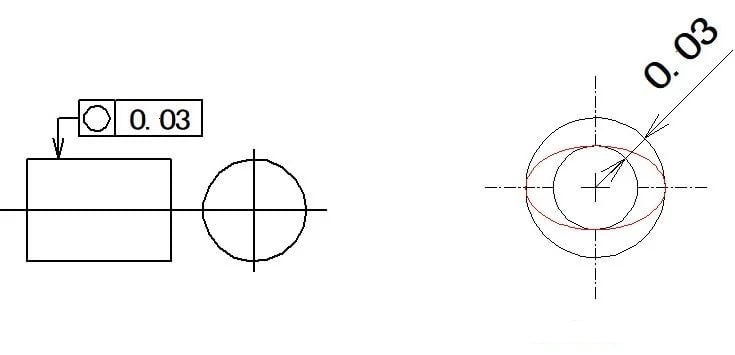 What is the Difference Between Circularity and Cylindricity Geometric Tolerance?
What is the Difference Between Circularity and Cylindricity Geometric Tolerance?
 CNC Machine Block Diagram: Systems & Components (Parts) of CNC Lathe Machine
CNC Machine Block Diagram: Systems & Components (Parts) of CNC Lathe Machine
