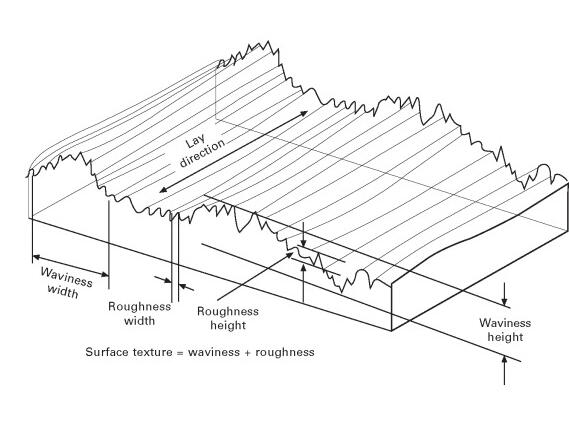
A surface consists of three basic components: lay or form (the result of errors when the lathe producing a CNC turned part), waviness (the result of vibrations from inside or outside sources) and roughness (the result of tool geometry, condition, hardness, variation, etc.). The characteristic of surface geometry is produced due to different causes, they can be separated during the analysis. There are different measuring systems that can be used to measure roughness only or all three.
The measurement of surface finish can be divided into two types: contact and non-contact, the following are the surface finish measurement instruments, equipment and tools.
Contact: use profilometers to drag a measurement stylus across the surface
Non-contact: interferometry, confocal microscopy, focus variation, structured light, electrical capacitance, electron microscopy, atomic force microscopy and photogrammetry.
The method (technology) for measuring surface finish:
– Profiling techniques: use a high-resolution probe to measure the surface
– Area techniques: measure the finite area and calculate a statistical average of the peaks and valleys
– Microscopy techniques: utilize the measurement of contrast to obtaining information about peaks and valleys
How to determine surface finish?
In the stage of designing a CNC part, the engineers or designers usually need to decide the surface finish. The required surface roughness is depending on the friction of the applications or whether the parts need to reduce wear. The function and uses are critical for the surface texture of a machined component. For example, the optical components used with X-Rays may be required to achieve the finest surface finish. The purpose of a design is to specify surface finishes that are as rough as possible but also function well.
 Surface Roughness Symbols, Grade Numbers, Indication, Terminology and Calculation | CNCLATHING
Surface Roughness Symbols, Grade Numbers, Indication, Terminology and Calculation | CNCLATHING
 CNC Machining Surface Finishes Introductions – CNC Surface Roughness, Texture Topology & Finishing
CNC Machining Surface Finishes Introductions – CNC Surface Roughness, Texture Topology & Finishing
 What Is Alodine (Chem Film) – Alodine Coating Thickness, Process, Types & Chem Film vs Anodize
What Is Alodine (Chem Film) – Alodine Coating Thickness, Process, Types & Chem Film vs Anodize
 Factors Affecting Surface Roughness and How to Improve Surface Roughness | CNCLATHING
Factors Affecting Surface Roughness and How to Improve Surface Roughness | CNCLATHING
 CNC Milling Process Guide – Top Machining Projects That We Can Use CNC Milling
CNC Milling Process Guide – Top Machining Projects That We Can Use CNC Milling
 What is Ra Value in Surface Finishing | Ra Value Chart & Difference Between Ra and Rz
What is Ra Value in Surface Finishing | Ra Value Chart & Difference Between Ra and Rz
