- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2022.2.22
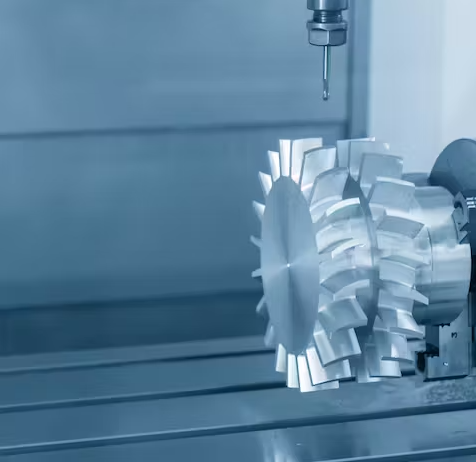
How to positoin the CNC machining center? The operation of CNC machining center includes the steps of analyzing drawings, programming, working, edge finding, tool preparation, tool setting and running procedures. Each step can’t make mistakes, otherwise the processed samples will be scrapped and the production cost will be increased. Especially for the processing of large parts, it needs to be careful and careful. CNC machining centers have one center, so how to locate this machining center? Today we will talk about “how to position the CNC machining center”.

 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
 CNC Machine Block Diagram: Systems & Components (Parts) of CNC Lathe Machine
CNC Machine Block Diagram: Systems & Components (Parts) of CNC Lathe Machine
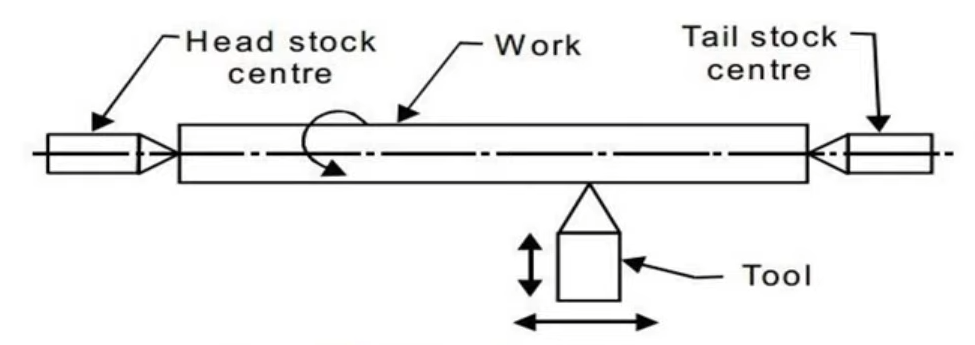
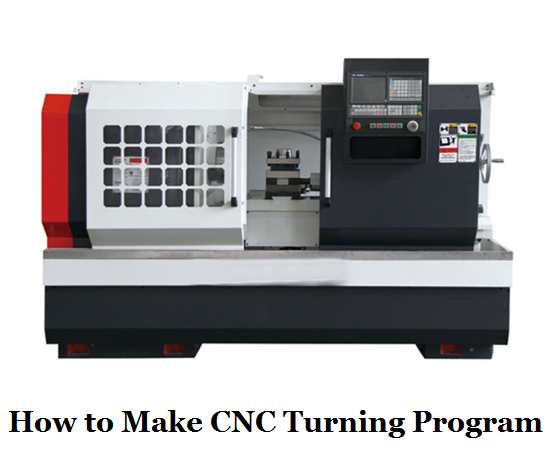 CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
CNC Lathe Programming Guide & Tips – How to Make CNC Turning Program | CNCLATHING
