1. Reduce Cycle Time
Reducing cycle time to a minimum is the single best way to lower production costs while still maintaining product quality. Consider a single cycle that takes one second longer than it should. For a production run of one million cycles, that adds up to almost 278 hours of extra costs, and that means lost profits for the supplier, who may in turn pass those costs on to you, or cut down on quality to make up for the shortfall. Some examples of wasted time might include manually unloading finished parts from the mold, hand-loading inserts, spraying release agent into the mold, inspecting parts in-line, or waiting to load fresh raw material.
Since every production job is unique, there is no one solution that works for everyone. So, you really should work closely with your supplier to consider your options beforeyou start production, because there are things that you can do to the design of the part that helps with these manufacturing solutions. For example: using Robot End of Arm Tooling friendly nutserts, and increasing draft angles to avoid sticky parts,
2. Control Moisture
Water is wholesome and refreshing, but water is not good for everything. You really want to keep excess water vapor out of your plastic resin pellets, because when it gets hot, it bubbles, boils, toils, and troubles. There are 4 ways to control moisture for molding.
Firstly, the plastic resin pellets should be dried and kept dried according to the manufacturer’s specifications. This is done with hot air driers or desiccant driers, but hot air driers only work when the ambient relative humidity is below 50%. So, for most of the time here in Southern China, they are useless.
Secondly, use a hygrometer to test your materials after drying. We have actually seen suppliers here in China that have dried their materials for hours in a hot-air drier, and quadrupled the moisture content compared to the raw material in the sealed plastic bag from whence it came. Thirdly, try specifying materials that are hydrophobic, meaning they don’t absorb moisture in the first place.
Fourthly, find a supplier that keeps its factory at a controlled temperature and humidity all year round, as best you can. If you don’t do this, you will be endlessly having to change your molding parameters.
3. Control Pressure
There are 4 pressure settings related to molding injection, packing, back pressure, and clamping and they interact in complex ways. Therefore, one of the primary jobs for the process engineer is to balance them out to achieve a stable result in the shortest cycle time. At the beginning of a new project there’s a relatively long set-up and testing phase. This is when the technicians twist various knobs and push all kinds of funny looking buttons. However, once the ideal settings are confirmed, they must be recorded and strictly adhered to for all subsequent production runs. The only reason why these settings might change over time is due to normal wear of the mold tool. The best way to ensure stable pressure settings is to use quality equipment that’s regularly serviced and maintained. Only machines in good working order, without leaks or faulty gauges, can be relied on to maintain their integrity, cycle after cycle. Along with a regular maintenance schedule, a clean and orderly workspace helps to identify machine leaks that can lead to pressure loss. And using automated control software prevents any deviation from the optimum pressure settings once they are established.
4. Balance out Heat
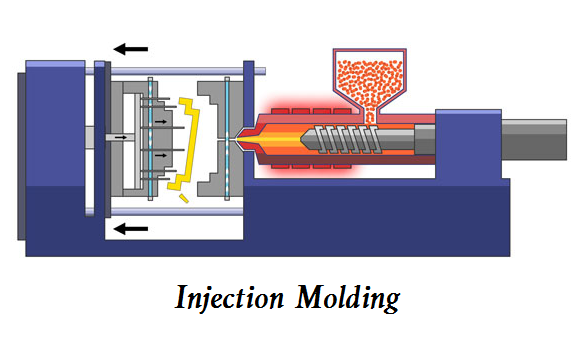
To achieve stable performance for high volumes, the supplier must carefully control the temperature of the resin at every stage. First, the resin is heated in the barrel to its ideal melt flow temperature, and this is maintained for the shortest practical time needed to complete one injection cycle. Why do you want to limit this time? Because otherwise the molecular bonds of the plastic will permanently degrade, making it useless. In fact, some suppliers will change the size of the barrels on their machines for different jobs. They do this to minimize the volume of resin that’s molten at any one time. And this is why sometimes you might see a relatively small barrel on a large machine. How is temperature regulated in the mold? The secret lies with the complex cooling circuits that surround the core and cavity, although the term ‘cooling’ is slightly misleading. It’s more accurate to say the coolant distributes heat evenly around the mold core and cavity, so it acts more like a temperature regulating mechanism. That’s why not only the temperature of the coolant but also its volume and rate of circulation must be controlled to achieve consistent molding parameters.
5. Verify all Raw Materials
Reputable manufacturers must safeguard the integrity of their material supply chain. This is especially challenging if you’re dealing with potentially hundreds of types of resin compounds from many global suppliers. For example, different formulations of nylon might mold the same way and the finished parts look identical. But that can disguise some very serious differences in mechanical and chemical properties. The only way to ensure conformance to specifications, while meeting the customer’s regulatory requirements, is through positive material identification of every batch of raw material. You might ask, what does that have to do with optimizing cycle times? Imagine if a resin formulation changes, even slightly, from one batch to another. This can lead to sub-standard parts, as well as causing the molding conditions to fluctuate. It’ll take time to find the root cause of the problem, and it might also mean the supplier has to re-trial and optimize the process again – more time and money lost.

 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
Injection Molding vs Blow Molding – Difference Between Blow Molding and Injection Molding
 What Causes Dimensional Variations Of Injection Molding And How To Fix
What Causes Dimensional Variations Of Injection Molding And How To Fix
 Types of Plastic Molding – Plastic Moulding Process & Technology Types | CNCLATHING
Types of Plastic Molding – Plastic Moulding Process & Technology Types | CNCLATHING
 Plastic Pellets for Injection Molding: How To Make & Work?
Plastic Pellets for Injection Molding: How To Make & Work?
