- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2020.2.12
Machining vibration is a common issue in CNC manufacturing, which affects the quality and efficiency of the process, how to reduce chatter in CNC milling is the main content we are going to talk about next.
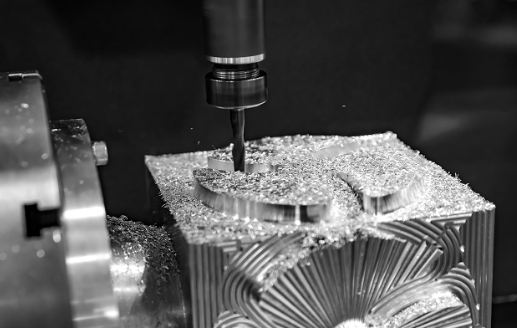
Machining vibration, also known as chatter, refers to the vibration phenomenon in cutting operation of machining process like CNC milling, turning and drilling, causes waves on the machined parts surface. It occurs when workpiece and the cutting tool are vibrating at different frequencies. To put it in another way, the part and cutting tool moving in different directions.
Actually, proper vibration in CNC milling has little effect on machining quality. 100 μ m is often regarded as the criterion to judge whether the chatter is appropriate. If the vibration amplitude of cutting exceeds 100 μ m, the tool or workpiece will be in risk of loosening, and the milling can’t be continued. When the vibration is less than 100 μ m, although machining can be carried out, there will be obvious vibration scratches on the parts surface, which is not allowed on the finished surface. Therefore, machining vibration should be limited to a reasonable range.
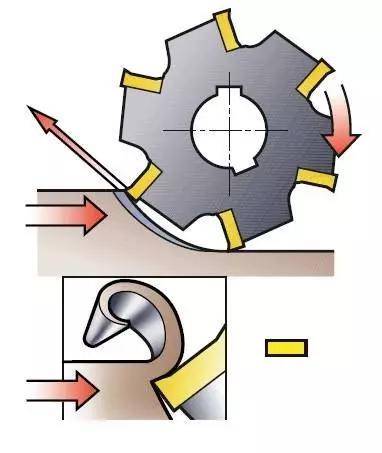
(1) Determine proper tool path
It is a very important step for cutting. Milling can be divided into down milling and up milling according to the directions. If the direction of milling force is consistent with the clamping direction of workpiece, the vibration of bending parts can be eliminated. The CNC milling machine, vertical machining center that installed ball or ball screw are very helpful to eliminate the CNC mill chatter in the cutting process.
(2) Appropriate cutting
When the CNC milling machine uses a long and thin end milling cutter to mill the deep cavity, it often adopts the plunge milling, in which the cutter feeds axially like a drill bit. When milling a deep cavity, usually the overhang of the long rod is more than 3 times of the diameter of the cutter rod. Adjust the cutting parameters may be effective only when the cutting vibration is not serious. The general adjustment method: reduce the rotation speed of the tool or workpiece, reduce the cutting depth and increase the amount of cutting per revolution. In addition, the blade with front rake angle and large rear angle is used together with a light chip breaking groove. The cutting wedge angle of the blade is the smallest in milling.
(3) Choose the right tool
Additionally, use sharp blades can reduce the cutting force of CNC milling machine, the timely maintenance of the cutter and the stability of the processing environment are the processing conditions that can not be ignored.
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
 How To Eliminate Chatter & Vibration Of Operating Surface In CNC Turning
How To Eliminate Chatter & Vibration Of Operating Surface In CNC Turning
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 Climb Milling vs. Conventional Milling: Differences in Pros, Process, Surface Finish, Cost & More
Climb Milling vs. Conventional Milling: Differences in Pros, Process, Surface Finish, Cost & More
