The main difference between injection mold and blow mold is the presentation form of products. The products produced by the injection molding process are usually thick, relatively simple, and have low requirements for raw materials. The blow molding process is different. The products produced are thin and transparent, and it is easy to see any defects. Because of this, the processing requirements of the blow molding die are high, and there are certain requirements for the toughness and tensile properties of the raw materials.
1. Complexity. Blow molding can only be used for the production of simple geometries. The injection molding process can be used for the production of parts with complex designs.
2. Products. Blow molded products are hollow, and the color is mostly black because black can cover the defects of burr and uneven surfaces caused by the blow molding process, and the blow molding mouth is hollow, so the weight is light. The surface of injection-molded products is smooth, the texture is better than that of blow-molded products, and the phase flexibility and compression resistance are better than that of blow-molded products.
3. Price. The equipment price and product prices of blow molding are relatively lower than those of injection molding.
Injection Molding vs Blow Molding, Which One is Better?
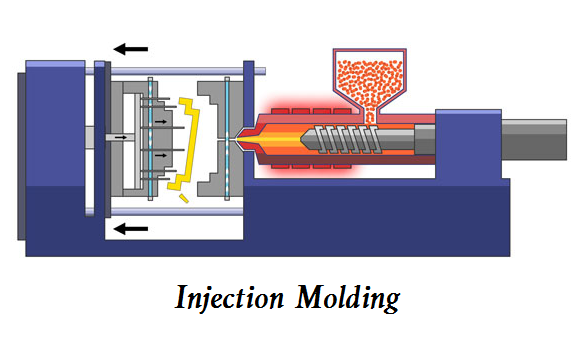
Advantages of injection molding:
The wall thickness distribution of the injection molding parison can be precisely controlled by the injection mold, so that the wall thickness of the resulting container is more uniform, avoiding the thinning phenomenon that is easy to occur in the corners of general blow molded products. The parison made by injection can be full-blown into the blow molding mold, reducing the waste of molding materials and saving the repair time of products.
Disadvantages of injection molding:
Two sets of injection and blow molding molds and a hollow core mold with a valve must be used for injection molding, and the cost of the injection mold and core mold is relatively high; The injection parison temperature is high, and the high-temperature parison needs a longer cooling and shaping time after blowing in the injection mold so that the whole molding cycle of the product is prolonged and the production efficiency is reduced. The internal stress of injection molding parison is large, and it is easy to be subject to uneven cooling when changing the mold, which increases the risk of stress cracking of polyolefin plastic blow molding containers. Each product must use two sets of molds, injection mold and blow molding mold. The injection mold blank should be able to withstand high pressure, the positioning tolerance of the two sets of molds is high, the mold cost is increased, the shape and size of the production container are limited, and it is not suitable to produce containers with handles.
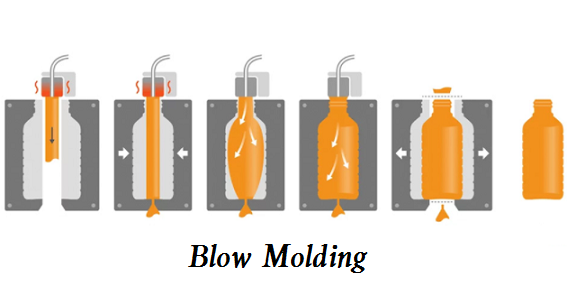
Advantages of blow molding:
The cost of blow molding machines, especially blow molding molds, is low. When molding similar products, the cost of blow molding machines is about 1/3-1/2 of that of injection molding machines, and the production cost of products is also low. In blow molding, the parison is formed by the die under low pressure and inflated under low pressure, mostly 0.2-1.0 mpa. Therefore, the residual stress of the product is small, and the resistance to tensile, impact, bending and environmental strains is high, with good performance. In injection molding, the melt must pass through the mold runner and gate under high pressure of 15-140 MPa, which will lead to uneven stress distribution. The wall thickness of blow-molded products is uniform and consistent, and no post-processing is required. The products have no seams and little waste.
Disadvantages of blow molding:
The blow molding die shall be designed with an exhausted groove, concave bottom, and corrosion-resistant carbon tool steel and ordinary alloy steel. Tube blank temperature and blow molding temperature. If the temperature is too high, the viscosity of molten material is low and it is easy to deform, which causes the uneven thickness of the tube blank during transfer. The products with too low temperature often have more internal stress and are prone to deformation and stress fracture in use.
 Types of Plastic Molding – Plastic Moulding Process & Technology Types | CNCLATHING
Types of Plastic Molding – Plastic Moulding Process & Technology Types | CNCLATHING
 Classification of 8 Common Plastic Molds in CNC Machining
Classification of 8 Common Plastic Molds in CNC Machining
 Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
Mold Shrinkage Chart, Formula, Calculation, Plastic Shrinkage Rate | Injection Molding Shrinkage
 3D Printing Vs Injection Molding – What Is The Difference Between 3D Printing And Injection Molding
3D Printing Vs Injection Molding – What Is The Difference Between 3D Printing And Injection Molding
 What Causes Dimensional Variations Of Injection Molding And How To Fix
What Causes Dimensional Variations Of Injection Molding And How To Fix
 Basics Of Injection Molding – Types Of Injection Molding Machines, Equipment Used, Mold Tooling Components
Basics Of Injection Molding – Types Of Injection Molding Machines, Equipment Used, Mold Tooling Components
