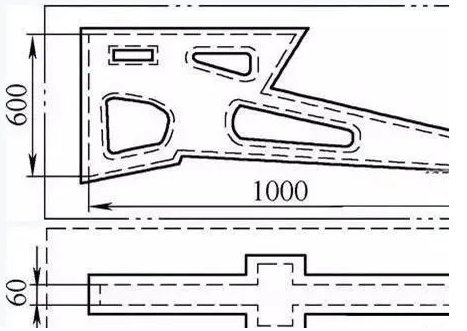
– For aluminum alloy parts with large machining allowance, in order to create better heat dissipation conditions and reduce thermal deformation, it is necessary to prevent excessive heat concentration as much as possible. The method that can be used is symmetric processing. For example, a 90mm thick aluminum alloy plate needs to be milled to a thickness of 60mm. If one side is milled, immediately flip and mill the other side. Because each side is processed to a certain size at one time, if the margin of continuous processing is large, the problem of heat concentration will be formed.
– If it is a relatively small workpiece, the product plane should be flush with the workbench, and there should be no gap when making the reverse side. Then you can use the reverse side to solve the problem of deformation, or you can flatten the wool first, and then use the surface as the bottom. Then use the other side as the front, so that the workpiece can be vertical and the workpiece will not deform too much.
– For some thin workpieces, it is reasonable to make side fashion clips. It is impossible to clamp the workpiece without force using the bow clamp. It is better to press the workpiece flat with a right angle iron, and then clamp the workpiece to the flat place of the right angle iron with a bow clamp. In many cases, the deformation is caused by unreasonable clamping,
– The flatness of milled aluminum alloy plate can only reach 5mm. If the symmetrical processing method of repeated feeding on both sides is adopted, each face shall be processed at least twice until the final size is reached, which is conducive to heat dissipation, and the flatness can be controlled at 0.3mm.
– Layered repeated processing method>When there are multiple cavities on the aluminum alloy plate to be processed, if one cavity is processed in turn, the cavity wall is easily distorted due to uneven stress. A good processing method is to use the method of layered and repeated processing, that is, to stop processing all cavities at the same time, but not to complete the processing at one time, but to divide them into several layers and process them to the required size. In this way, the stress on the part will be more uniform and the probability of deformation will be smaller.
– Selecting the correct cutting parameters can effectively reduce the cutting force and cutting heat in the cutting process. In the process of machining, excessive cutting quantity leads to tool walking.
– It is said that reducing the amount of back cutter will help to ensure that the parts do not deform, but it will also reduce the processing efficiency. CNC high-speed milling can solve this problem. The cutting force can be reduced and the machining efficiency can be guaranteed by increasing the machine speed and reducing the tool return.
 The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
 What Are The Factors Of Mechanical Parts Deformation During Machining?
What Are The Factors Of Mechanical Parts Deformation During Machining?
 3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
 What is CNC Vertical Machining Center – VMC Machine Applications & Difference Between Horizontal Machining Center
What is CNC Vertical Machining Center – VMC Machine Applications & Difference Between Horizontal Machining Center
