Tool passivation technology, also known as Er (edgeradius) treatment, aims to improve tool life and reduce production costs. After passivation treatment, the micro notch of the tool after regrinding can be reduced and the tool edge becomes flat. A reasonable blunt radius of the edge can eliminate the residual stress of the tool after regrinding, remove the surface cracks that cause fatigue of the tool edge, and make the surface of the tool smooth, free of cracks and grinding burrs. After passivation treatment, the tensile strength and edge toughness of the tool are improved, which can increase the strength of the blade, improve the durability of the tool, reduce or avoid the unstable and rapid wear of the tool caused by the edge defect at the initial stage of cutting, and improve the stability of the machining dimension. With the improvement of the smoothness of the edge, it can prevent the formation of chip buildup.
Tool passivation is simply the passivation treatment of the cutting edge of the tool, which is actually the pre wear of the tool. After the tool is grinded with ordinary grinding wheel or diamond grinding wheel, there will be a certain degree of micro chipping and sawtooth of different sizes. The former can be observed with the naked eye or hand-held magnifying glass, and the latter can be observed with a 100 times magnifying glass. The micro notch of the edge is generally 0.01~0.05mm. These defects are easy to expand with the prolongation of the service time of the tool, so as to accelerate the wear and damage of the tool and affect the cutting performance. However, after the passivation treatment of the cutting edge, there will be a fine arc cutting edge at the cutting edge, and the cutting edge belt will also become smooth. This eliminates defects such as gouges, serrations, and cracks.

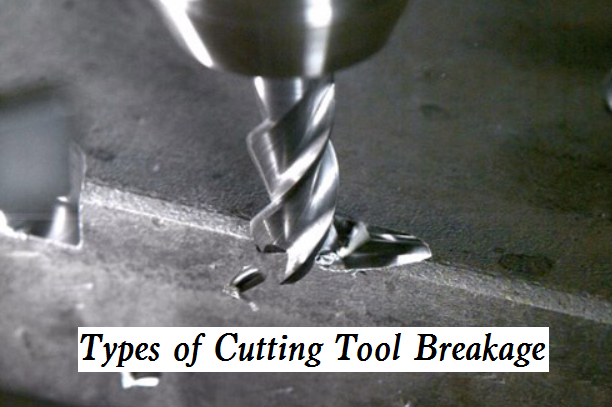 Types of Cutting Tool Breakage – Tool Chipping Forms, Causes & Solutions
Types of Cutting Tool Breakage – Tool Chipping Forms, Causes & Solutions
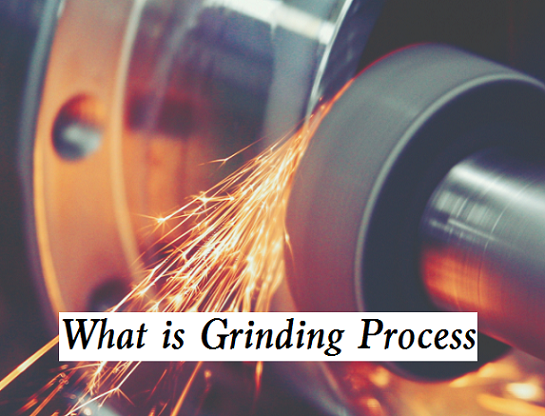 What is Grinding Process & How It Works – Different Types of Grinding
What is Grinding Process & How It Works – Different Types of Grinding
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
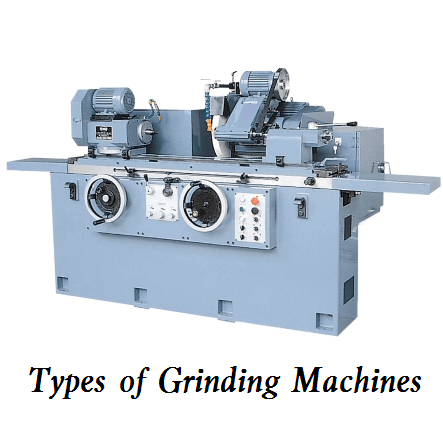 Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
