- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2021.3.1
Ceramic cutting refers to cutting on the lathe with a lathe tool to process the object, in order to obtain a certain shape accuracy. Ceramic absorbers are mostly used in photovoltaic boats, graphite boats and loaders. Here at cnclathing.com, we explained what are the CNC machining processing methods of ceramic parts and alumina ceramics, the characterists of zirconia reramic rod.
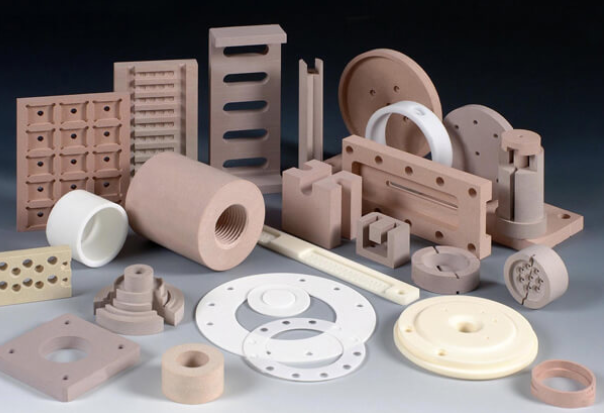
Ceramics all have the same property, that is, they are brittle, and they are extremely prone to edge collapse in the process of processing, so the processing of ceramic suction pieces is very difficult. There are two kinds of machine tools, grinding machine and CNC, which are used to process ceramic wafers. Grinding machine is used to grind materials into ceramic wafers, and then CNC processing is started. CNC processing is the most difficult part in ceramic wafers processing, mainly in the case of edge collapse when drilling. There are several ways to deal with this situation.
1.When creating a workpiece, leave more allowance on the workpiece, and then carry out normal CNC processing. After processing, there will be edge collapse on the back of the workpiece. At this time, grind off the reserved amount with a grinder, and there will be no edge collapse. However, this method also has some disadvantages, mainly waste materials. Nowadays, the price of ceramic materials is relatively expensive, and this will make everyone feel better The cost of the ceramic machining part is increased.
2.Use a tool with smaller diameter to make a hole, and then expand it to a suitable size on the basis of the already made hole. The disadvantage of this method is that there will be lines on the inner wall of the hole.
3.Start to punch from one side, until about half, take down the workpiece, turn it over, and then punch. When two holes butt, it becomes a hole, and the processing is completed. This method also has disadvantages, because it can’t guarantee that there will be no error in the position coordinates of two clamping, so there will be dislocation when two holes butt, but the dislocation is not wrong, which is very exaggerated, and most cases are acceptable Yes.
4.When machining, change the tool with smaller diameter, use spiral cutting tool, layer by layer grinding, but this method requires the tool to go down at a relatively slow speed, in other words, the efficiency is low, and the advantage is that the inner wall of the hole is smooth and not rough;
Ceramic rods are mainly formed, sintered and processed with zirconia and alumina ceramic raw materials. What is the difference between zirconia and alumina ceramic rods? Alumina ceramic rod has good conductivity, mechanical strength and high temperature resistance. The density of alumina ceramic rod is relatively low, which is convenient for transportation. However, the toughness of alumina ceramic rod is not good, which is easy to break and break. Alumina ceramic rod is widely used, which has been soaked in various fields such as electronic and electrical appliances, mechanical accessories, etc!
Zirconia ceramic rod has better wear resistance, high hardness, compressive strength, and density up to 6.0. The advantage of zirconia ceramic rod is its great toughness! Zirconia ceramic rod is widely used in motor shaft, motor shaft, grinding, needle gauge and other fields, especially in the field of heat dissipation products, instead of traditional stainless steel center rod!
1. Ceramic rod polishing after sintering, the surface of ceramic rod is very rough, which needs to be polished by centerless grinding and grinding equipment. The polished ceramic rod can achieve the effect of atomizing mirror!
2. The chamfering of ceramic rod can be divided into 45 degrees, 60 degrees and 90 degrees;
3. Ceramic bar slotting ceramic bar can be slotted on one side or on both sides! Can be slotted according to different customer requirements;
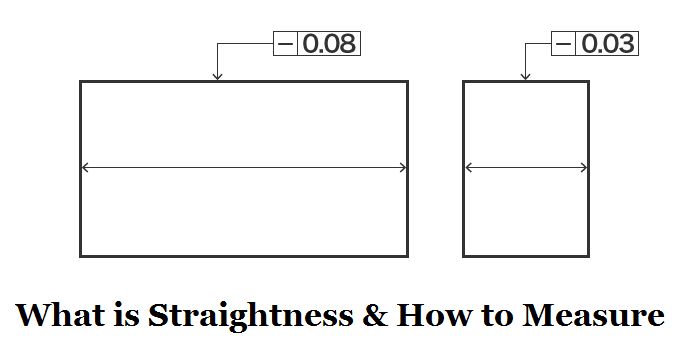
4. Straightness of ceramic rod machining straightness of ceramic rod is related to the length of ceramic rod. The longer the ceramic rod is, the easier it is to bend. Generally, the straightness of 100 mm long ceramic rod can be controlled at 0.1 mm,
The straightness of 300 mm is 0.3 mm;
 Straightness vs Flatness – Difference Between Flatness and Straightness
Straightness vs Flatness – Difference Between Flatness and Straightness
 Guide to Straightness – Straightness Definition, Measurement & Difference Between Flatness and Parallelism | CNCLATHING
Guide to Straightness – Straightness Definition, Measurement & Difference Between Flatness and Parallelism | CNCLATHING
 7018 Welding Rod Specifications: Properties, Amperage (Sizes) Chart, Uses, 7014 vs 7018 Electrodes
7018 Welding Rod Specifications: Properties, Amperage (Sizes) Chart, Uses, 7014 vs 7018 Electrodes
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
