The selection of cutting fluid for aluminum alloy machining is very important, and good lubricity, cooling, filtration and rust prevention must be ensured. Therefore, the cutting fluid for aluminum alloy machining is different from ordinary cutting fluid, so it is very necessary to select a suitable cutting fluid.
According to the different requirements of machining conditions and machining accuracy, different cutting fluids should be selected. Because high-speed machining can produce a lot of heat, such as high-speed cutting, drilling, etc., if the generated heat can not be taken away by the cutting fluid in time, tool sticking will occur, and even chip buildup will occur, which will seriously affect the machining roughness of the workpiece and the service life of the tool. At the same time, heat will also deform the workpiece and seriously affect the accuracy of the workpiece. Therefore, the selection of cutting fluid should consider not only its own lubricity, but also its cooling performance.
For grinding, the grinding debris is very small, and a lot of heat will be generated in the grinding process. Therefore, when selecting cutting fluid, we should not only consider the lubrication and cooling performance, but also consider the filtration of cutting fluid. If the selected cutting fluid is too viscous and the chips cannot be deposited or filtered out in time, it will scratch the workpiece surface with the cutting fluid circulating to the machining area, thus affecting the finish of the machining surface. Therefore, low viscosity antifriction grinding oil or semi synthetic antifriction cutting fluid shall be selected for precision grinding or ultra precision grinding.
In the selection of cutting fluid, in addition to the lubrication and cooling properties of cutting fluid, we should also consider the rust prevention, cost and easy maintenance properties of cutting fluid. Cutting oil is easy to use base oil with relatively low viscosity and add antifriction additives, which can not only achieve lubrication and antifriction, but also have good cooling and easy filtration. However, the problem of cutting oil is that the flash point is low, the smoke is heavy during high-speed cutting, the risk coefficient is high, and the volatilization is fast, and the user’s use cost becomes higher accordingly. Therefore, if conditions permit, try to choose water-soluble cutting fluid.
For water-based cutting fluid, it is more important to consider its rust resistance. At present, the commonly used water-based aluminum antirust agents include silicate and phosphate grease. For workpieces stored for a long time between processes, it is easy to select the cutting fluid with phosphate grease antirust agent during processing, because silicon substances will corrode and produce black “Silicon spots” when contacting aluminum for a long time. The pH value of cutting fluid is mostly kept at 8 ~ 10. If the rust resistance is not good, aluminum is easy to be corroded under this alkaline condition. Therefore, water-soluble cutting fluid must have good aluminum antirust performance.
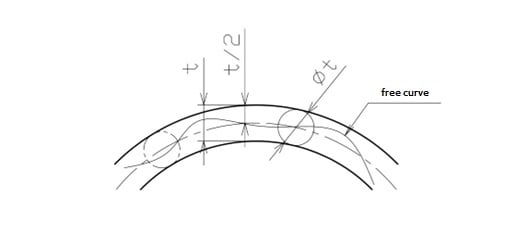 GD&T Profile Tolerance: Basic Knowledge, Types, Symbol, Calculation, Uses
GD&T Profile Tolerance: Basic Knowledge, Types, Symbol, Calculation, Uses
 Cutting Fluid for CNC Machining – Cutting Fluid Types, Functions & Selection Tips | CNCLATHING
Cutting Fluid for CNC Machining – Cutting Fluid Types, Functions & Selection Tips | CNCLATHING
 Types & Features of Cutting Oils – Effects and Precautions During Use of Cutting Oils
Types & Features of Cutting Oils – Effects and Precautions During Use of Cutting Oils
 What is Grinding Process & How It Works – Different Types of Grinding
What is Grinding Process & How It Works – Different Types of Grinding
 Advantages Of Aluminum Alloy Machining – 5 Common Problems In CNC Aluminum Processing
Advantages Of Aluminum Alloy Machining – 5 Common Problems In CNC Aluminum Processing
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
