- Home
- Machining techniques
- CNC Machining Services
- Cooperative supply services
- Designs
- Materials
- Finishing Services
- Shop
- Products
- Guide
- About Us
- Contact Us
2022.4.19
Multi jet fusion (MJF) and selective laser sintering (SLS) are 3D printing processes used for MJF and SLS nylon respectively. Both processes belong to 3D printing process based on powder bed. The initial materials used are powder, which are tiled on the printing platform, and parts are made by hot melting or sintering powder particles layer by layer. The main difference is the heat source. SLS uses laser as the heat source, while MJF uses an ink that can absorb infrared light to spray on the powder bed, and then scans the printing platform through the infrared heat source to fuse the inking area.
The properties of the two kinds of nylon are roughly the same. There are slight differences in workflow, accuracy, materials, cost and delivery time. Let’s explain them one by one.
Process Flow and Work Flow
– Process flow of SLS: First, evenly spread a thin layer of powder on the forming platform, and heat it to a temperature close to the sintering temperature on the platform. Then, each cross section is scanned by laser according to the predetermined road strength to sinter the powder. Then, the platform moves down one layer and repeats the process until it is complete. After printing, the whole silo must be cooled before parts can be removed from the powder.
– Process flow of MJF: firstly, a thin layer of powder is evenly and evenly distributed on the forming platform, and it is heated to a temperature close to the sintering temperature on the platform. Slide the carriage with the inkjet nozzle over the powder bed and spray the melting agent on the powder. At the same time, spray a detailed agent to prevent powder sintering near the edge of the part. Then, a high-power infrared heat source irradiates the powder bed and sinters the area sprayed with molten agent, while the rest of the powder remains unchanged. Repeat the process until all parts are built. Similar to SLS, MJF printed parts are encapsulated in powder and need to be cooled before they can be removed.
Each cross section of SLS process is sintered point by point, while in MJF process, fusion is carried out line by line. Theoretically, line by line printing will be faster than a little bit printing, but in fact, it has little impact on the overall printing time, because the printing time of the two processes is mainly determined by the total number of layers. In many cases, the printing time of each layer is much less than the powder laying time of each layer, and there is no significant difference in the production time between the two processes.
After printing, MJF has faster cooling and post-treatment than SLS:
HP provides a special post-treatment station to speed up the cooling of the printing bed and help remove dust. In MJF process, 80-85% of the recovered powder can be recycled, while in SLS, only 50% of the powder can be recovered. The faster powder cooling time and higher powder recovery rate mean that when the print bin is only partially filled, the MJF process may not hesitate to start working, while the SLS process usually waits for the print bin to be filled before printing. This slight but key difference in the workflow may lead to the shorter delivery cycle of some MJF than SLS, which further affects the production cost. There are mainly two kinds of production equipment for white nylon, one is EOS P110, which is used to print products within 300mm, and the other is big Mac p770. When printing items must be printed with large equipment (EOS p770), the price may be greatly increased, because the large equipment is not easy to fill, so the use of large equipment is bound to cause huge powder loss, high operation cost and sharp rise in production cost.
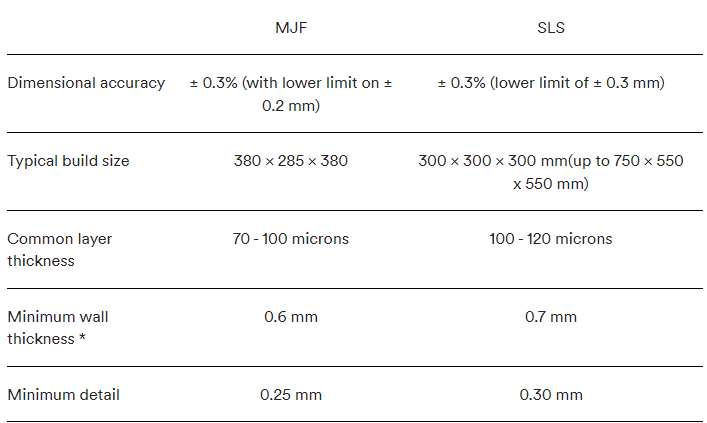
Dimensional Accuracy
Both MJF and SLS can provide industrial grade 3D printing with high dimensional accuracy. The difference in accuracy is not great. If it is necessary to distinguish, MJF is slightly better in dimensional accuracy. This is mainly because the MJF print head prints at 1200 DPI, while the typical laser spot diameter of SLS system is about 0.3-0.4 mm. In addition, the detail agent used in MJF helps print small features and sharp edges.
It is worth noting that neither technique requires a support structure and allows the creation of a free-form model without any support to remove the mark, but both are prone to warpage, so large flat areas must be avoided.
Appearance and Surface Quality
At present, the melting agent used in MJF system is black, because dark materials can absorb heat radiation more effectively, which makes MJF parts have a light gray appearance. An optional post-treatment step can be adopted to achieve a uniform black finish.
SLS parts are usually white and can be dyed in any color. For some specific applications, such as food related appliances, dark colors such as black and gray are unacceptable. From this point of view, white is undoubtedly more malleable.
Nylon Surface
The parts printed by both technologies have granular surface and frosting feeling, but both can be post processed to achieve high standards. If aesthetic requirements are the main requirements, it is strongly recommended to use post-treatment coloring.
Material Properties
The main material used in both processes is PA 12 (nylon). The printed products of SLS are slightly weaker in the printing direction (z direction), while MJF parts have excellent strength, flexibility and more uniform mechanical properties.
However, SLS is a perfect and tested system. Both manufacturers, service providers and independent researchers have fully recorded the properties of SLS materials, with a longer application history and comprehensive documents in all aspects. On the other hand, the important engineering characteristics of nylon provided by MJF have not been widely recognized by the industry. In addition, MJF is an open material platform. At the beginning, there was only PA material. Now MJF can provide PA11, PA + glass fiber beads, TPU, even PP materials and full-color materials.
On the whole, there is little difference between the properties of SLS nylon and MJF nylon, and the material properties of MJF nylon are better.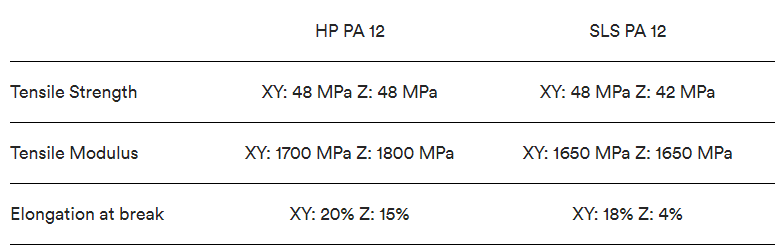
Cost and Delivery Time
Both SLS nylon and MJF nylon maintain a high margin of preference. In terms of performance, MJF nylon is slightly better and the price is slightly more expensive. In terms of the impact of size, generally, the size is less than 300mm, and SLS nylon is cheaper. If the print size is greater than 300mm but less than 380mm, it is cheaper to print cheaper and larger pieces with MJF, which requires p770 large equipment for printing, and the cost will soar. Of course, if possible, you can also choose to split it into small pieces for printing.
The delivery time is generally similar. MJF nylon may have an advantage in delivery time due to higher powder recovery and faster cooling speed.
 What is Multi Jet Fusion & How It Work – HP MJF 3D Printing Principle, Benefits, Price, Applications
What is Multi Jet Fusion & How It Work – HP MJF 3D Printing Principle, Benefits, Price, Applications
 What Is SLS 3D Printing & How Does It Work | Difference Between SLS and SLM
What Is SLS 3D Printing & How Does It Work | Difference Between SLS and SLM
 Can 3D Printing Be Applied To The Automotive Industry – Can It Replace Traditional Processes
Can 3D Printing Be Applied To The Automotive Industry – Can It Replace Traditional Processes
 Different Types of 3D Printers – 3D Printing Technology and Machine Types | CNCLATHING
Different Types of 3D Printers – 3D Printing Technology and Machine Types | CNCLATHING
 6 Top Rapid Prototyping Methods – CNC, Vacuum Casting, SLA, SLM & More | CNCLATHING
6 Top Rapid Prototyping Methods – CNC, Vacuum Casting, SLA, SLM & More | CNCLATHING
 Polyamide Vs. Nylon Vs. Polyester: Properties, Uses, Advantages & Disadvantages
Polyamide Vs. Nylon Vs. Polyester: Properties, Uses, Advantages & Disadvantages
