1. Roughness: Roughness consists of surface irregularities which result from the various machining process. These irregularities combine to form surface texture.
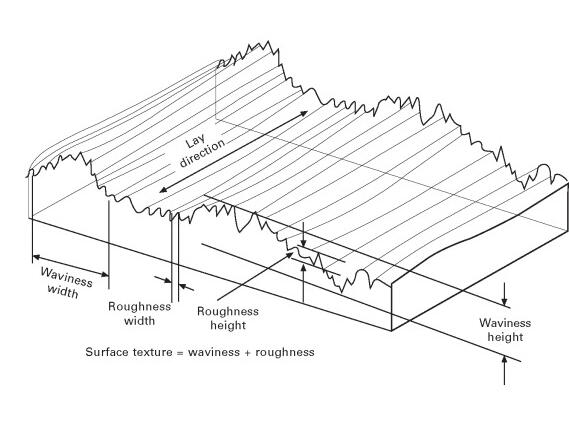
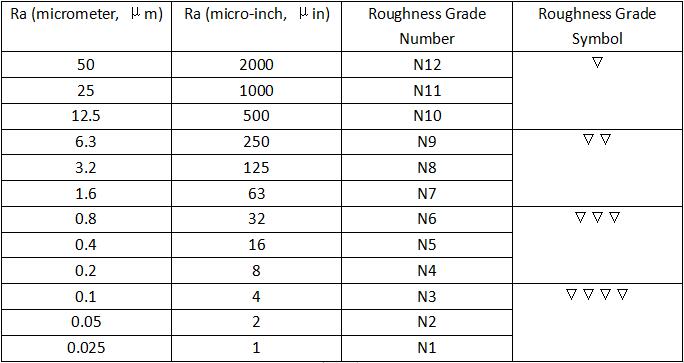
2. Roughness Height: It is the height of the irregularities with respect to a reference line. It is measured in millimeters or microns or microinches. It is also known as the height of unevenness.
3. Roughness Width: The roughness width is the distance parallel to the nominal surface between successive peaks or ridges which constitute the predominant pattern of the roughness. It is measured in millimeters.
4. Roughness Width Cut Off: Roughness width cut off is the greatest spacing of respective surface irregularities to be included in the measurement of the average roughness height. It should always be greater than the roughness width in order to obtain the total roughness height rating.
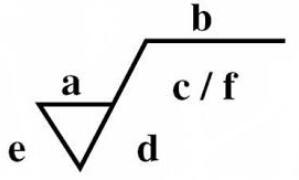
5. Lay: Lay represents the direction of the predominant surface pattern produced and it reflects the machining operation used to produce it.
6. Waviness: This refers to the irregularities which are outside the roughness width cut-off values. Waviness is the widely spaced component of the surface texture. This may be the result of workpiece or tool deflection during machining, vibrations, or tool run out.
7. Waviness Width: Waviness height is the peak to valley distance of the surface profile, measured in millimeters.
8. Arithmetic Average (AA): A close approximation of the arithmetic average roughness-height can be calculated from the profile chart of the surface. Averaging from a mean centerline may also be automatically performed by electronic instruments using appropriate circuitry through a meter or chart recorder.
 Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
Stainless Steel Families & Grades Chart (Chemical Composition, Properties & Uses)
 Machining Material Density Chart – Density Unit Conversion Table
Machining Material Density Chart – Density Unit Conversion Table
 NPS Thread Dimensions Chart (NPSM & NPSL) | What Is Straight Pipe Thread
NPS Thread Dimensions Chart (NPSM & NPSL) | What Is Straight Pipe Thread
 ACME Thread Dimensions Chart (Internal & External) | ACME Thread Profile, Formula, Classes & Sizes
ACME Thread Dimensions Chart (Internal & External) | ACME Thread Profile, Formula, Classes & Sizes
 What Is Gear Coupling & How Does It Work – Full & Half Gear Coupling Size Chart
What Is Gear Coupling & How Does It Work – Full & Half Gear Coupling Size Chart
 Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
Clearance Hole Size Chart for Metric and Imperial Fasteners (Bolts, Screws & Studs)
