Tramming for the X-axis
1. Loosen the six clamping bolts on two sides of the mill using the mill wrench
2. Tighten the loosened bolts by hand plus a quarter turn with the wrench
3. The adjustment bolts are used to move the mill head vertically around the X-axis
4. Use two protractors to indicate general alignment. The larger one on mill head should align with the zero marker on the curved protractor on the mill body.
5. Put the dial indicator to the back of the mill table and measure on pristine surface of the table: preload at 0.005” to 0.010” and zero the dial indicator
6. Ensure the spindle in neutral, rotate it to make the dial indicator on the front of the table, keep the fixtures attached.
7. Determine the direction the mill head to go according to dial rotation: dial moves in clockwise requires mill head will need to be adjusted up, while a counter-clockwise reading requires downward adjustment.
8. Adjust the mill head so that 1/2 the difference between the back and front measurements.
9. Zero the dial indicator again in the same position as before.
10. Continue to adjust mill head until the difference of the readings is not more than 0.002 inches.
11. Tighten the bolts evenly, prevent the mill head from moving.
Tramming for the Y-axis
1. Loosen the four clamping bolts on the front of the mill to allow the head to move.
2. Turn the adjusting bolt on the top of the mill
3. Adjust the mill head to the zero on the protractor through turning the bolt
4. Attach the dial indicator to the chuck, and lower the chuck until the indicator touches the table surface.
5. Adjust the table height until the indicator preload at 0.005” to 0.010”
6. Position the indicator at the right side of the worktable
7. Zero the dial indicator
8. Rotate the chuck so as to make the indicator at the left side of the table
9. Determine where the head needs to be moved according to the reading: positive reading means the head needs to be rotated in clockwise, negative reading, moves in counter-clockwise.
10. Adjust the mill head to make the reading difference between front and rear is no more than 0.002”.
11. Re-tighten the clamping bolts, while keeping the mill head is stationary.

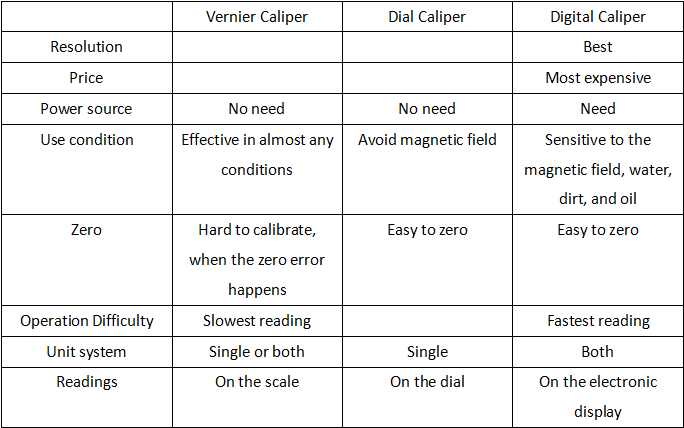 Dial vs. Digital vs. Vernier Caliper, What’s the Difference Between Them? | CNCLATHING
Dial vs. Digital vs. Vernier Caliper, What’s the Difference Between Them? | CNCLATHING
 How To Reset The Machine – How Does The Machine Tool Of Machining Center Return To Zero
How To Reset The Machine – How Does The Machine Tool Of Machining Center Return To Zero
 Must Have Machinists Tools | Essential Machine Shop Tools List | CNCLATHING
Must Have Machinists Tools | Essential Machine Shop Tools List | CNCLATHING
 How To Solve The Problem Of Machining Accuracy In CNC Machining Center
How To Solve The Problem Of Machining Accuracy In CNC Machining Center
 What is a Caliper Measuring Tool – Different Types of Calipers and Uses | CNCLATHING
What is a Caliper Measuring Tool – Different Types of Calipers and Uses | CNCLATHING
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
