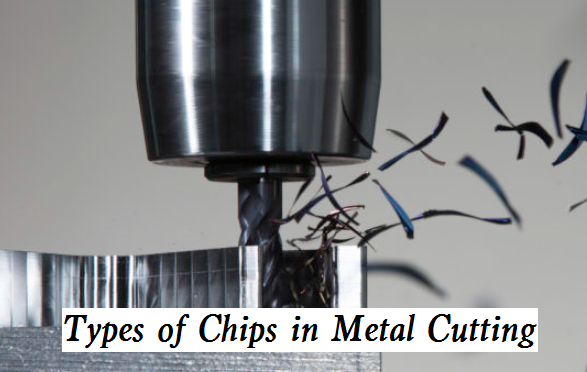
Different workpiece materials, tool geometric parameters, and cutting parameters lead to different chip shapes, which have different effects on the CNC cutting process. In the same material, when the cutting depth and feed rate are small, and the cutting speed is high, strip chips will be produced. On the contrary, it is easy to form short arc-shaped chips. When the rake angle of the tool is large and the main deflection angle is small, it is easy to produce banded chips during cutting. If the negative rake angle is used, the chip deformation will increase and short chips will be formed. Various shapes of chips have different effects on the cutting or machining.
1) When cutting ductile materials at high speed, if the chip is not handled properly, the long and tangled ribbon chips will not only damage the tools and fixtures but also hurt the operator. In serious cases, it will cause a shutdown, making production unable to proceed smoothly.
2) When rough-turning general metal materials, it is expected to produce C-shaped chips, which do not wind the workpiece and are convenient for cleaning. However, when the workpiece or tool collides, additional deformation and breakage will occur, which is easy to damage the tool and generate vibration. Therefore, a spiral chip is the best chip shape in finish machining.
3) When heavy lathes are used for cutting, they generally use low cutting speed, large cutting depth, and feed rate. They hope that spiral chips can appear and break off by their own weight.
4) When cutting brittle materials, the chips appear as fragments and splash around, affecting safety. Therefore, the geometric parameters of the tool can be changed to make the chip continuous and tortuous.
5) For automatic machine tools, effective chip-breaking measures shall be taken to avoid banded chips or other long chips and ensure smooth cutting.
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
Face Mill vs Shell Mill vs End Mill Cutters: Differences & When To Use Each Milling Cutter?
 What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
 How To Improve The Machining Quality Of PTFE?
How To Improve The Machining Quality Of PTFE?
 What is Peck Drilling – Peck Drilling Meaning, Cycle, G Codes, Depth, Speed, Uses & Examples
What is Peck Drilling – Peck Drilling Meaning, Cycle, G Codes, Depth, Speed, Uses & Examples
