1. Large error of reverse clearance
When the machining center is not used and maintained in time for a long time, the ball screw, nut pair and guide rail will be worn to varying degrees. This will lead to the operation of the feed parts, due to excessive twist and cause reverse clearance.
Solution to roundness error on machining center: Using ball bar instrument to detect and input the measured error into CNC system of CNC machine tool for pitch compensation can usually reduce or reduce the error of reverse clearance.
2. Reverse overshoot error
Reverse overshoot means that when the machining center is driven in a certain axial direction and has to move in the opposite direction, the torque applied by the driving motor is not enough, resulting in a short viscous pause at the reversing position due to the change of friction direction. This phenomenon will make the tool path of arc interpolation appear a small platform and then reset to the original path. The graph shows that there is a small peak on a certain axis, and the size of the peak changes with the change of the feed rate of the machine tool.
Solution to roundness error on machining center: When this problem occurs, first check the CNC system settings of the CNC machine tool, and measure the actual error with the ball bar meter. On the premise that the CNC machine tool does not produce vibration and noise, increasing the speed loop gain of the CNC machine can improve the reverse overshoot and the overall roundness error.
3. Scale mismatch error
The scale mismatch error of machining center refers to the stroke difference between the measured axes in the test. Generally, the distance of each axis should be exactly the same when the machining center runs on a circle. If there are different motion position differences between the two axes, it is the proportional mismatch error.
Solution to roundness error on machining center: Usually, we can check whether the linear error compensation parameters of the machine tool are set correctly through the ball bar instrument, if necessary, we need to re pitch compensation, and then check whether the tool path of the CNC machine is aligned and in good working condition, if necessary, we need to adjust it.
4. Servo mismatch error
If one axis of CNC machine tool is ahead of the other axis, it may be caused by servo mismatch. The servo mismatch will cause the arc to be interpolated to be out of circle.
Solution to roundness error on machining center: In general, the higher the feed rate of CNC machine, the greater the ellipse degree of the interpolation circle. Therefore, this problem can be solved by adjusting the position loop gain of each axis of the machine tool to make it balanced.
5. Perpendicularity Error
The perpendicularity error is caused by the fact that the axes of the machining center are not 90 degrees to each other. The reason for this problem may be that the rigidity of the axes is not enough, some parts are not straight, or the guide rail of the machine tool is excessively worn, resulting in a certain gap in the axis when the machine tool is moving.
Solution to roundness error on machining center: If the perpendicularity error is more than 30um / m, it will have a serious impact on the roundness error of CNC machine. It is necessary to readjust each axis. If the wear is large, it is necessary to replace the relevant parts.

 CNC Machine Installation Tips – How To Assemble & Install CNC Machine Tools The Right Way
CNC Machine Installation Tips – How To Assemble & Install CNC Machine Tools The Right Way
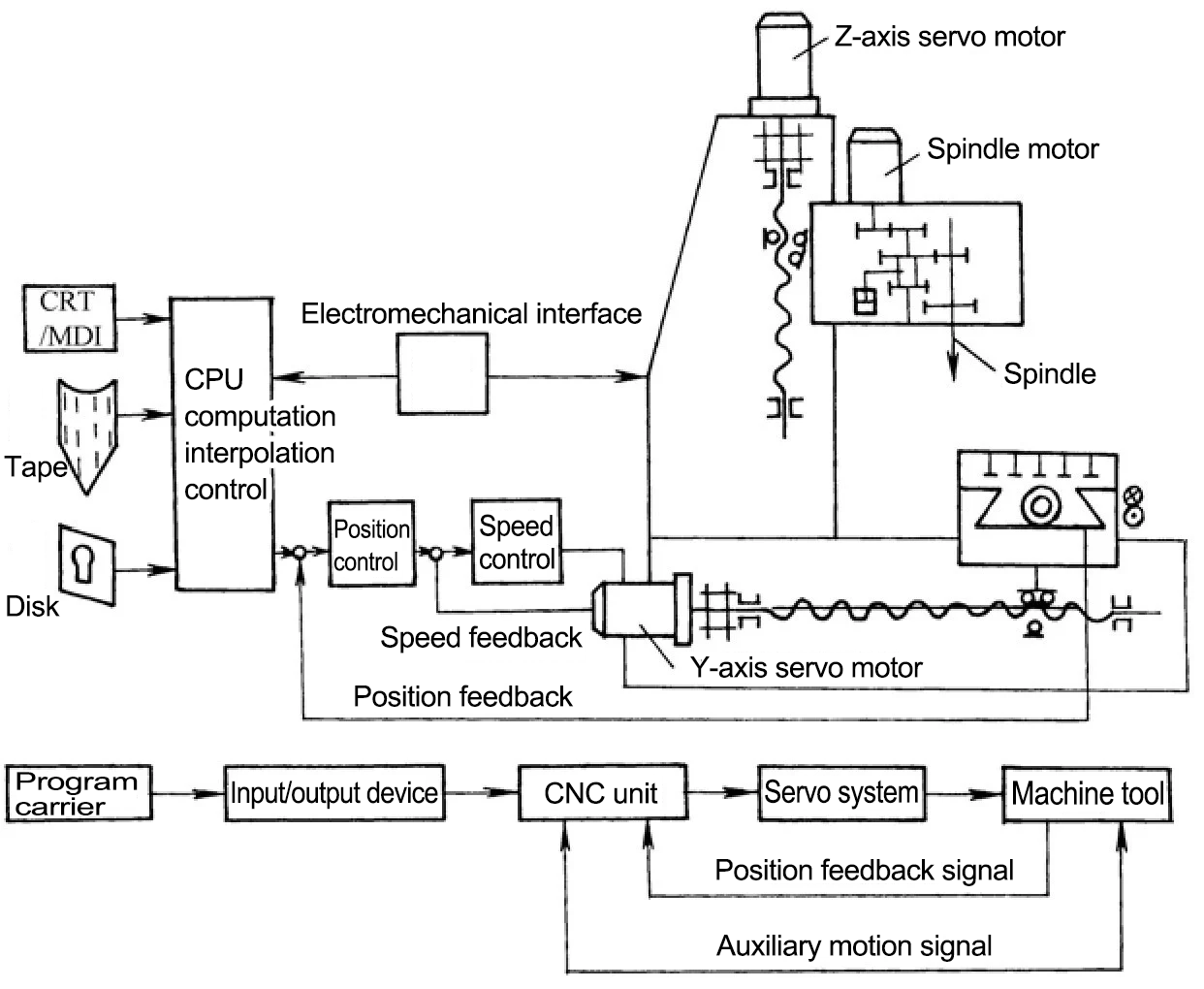 CNC Machine Block Diagram: Systems & Components (Parts) of CNC Machine
CNC Machine Block Diagram: Systems & Components (Parts) of CNC Machine
 What is Reverse Engineering – Reverse Engineering Definitions, Purposes, Process & Steps | CNCLATHING
What is Reverse Engineering – Reverse Engineering Definitions, Purposes, Process & Steps | CNCLATHING
 Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
 Types & Classification Of CNC Machine Tools | Basics Of CNC Machining
Types & Classification Of CNC Machine Tools | Basics Of CNC Machining
 Error Compensation For Improving Machining Accuracy Of CNC Machine
Error Compensation For Improving Machining Accuracy Of CNC Machine
