1. Workpiece clamping
Workpiece deformation can be easily caused by clamping the workpiece. This deformation can be avoided by selecting the correct clamping point and then selecting the correct clamping force based on the position of the clamping point. Because of this, the clamping force should be applied to the workpiece’s support and the clamping point should be as close to the cutting surface as feasible in order to prevent deformation.
There must be consideration given to the sequence of clamping force and to the amount of clamping force applied to the workpiece. The clamping force should be provided at the end in order to balance the cutting force. Increasing the contact area between the workpiece and the fixture or using the axial clamping force is also important to get the desired results. The best technique to fix the deformation caused by clamping is to increase the stiffness of parts. The clamping process deforms the workpiece, hence increasing the surface area of contact between the workpiece and the fixture reduces this distortion.
2. Material and structure of workpiece
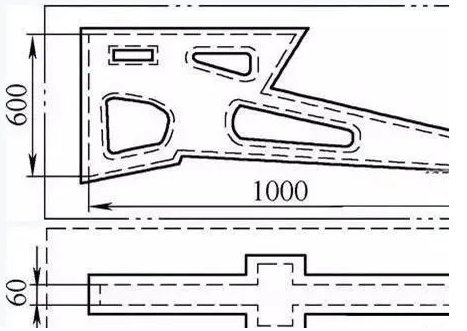
The deformation is directly proportional to the shape complexity, length width ratio and wall thickness, and directly proportional to the stiffness and stability of the material. Therefore, when designing parts, the influence of these factors on workpiece deformation should be reduced as much as possible. In particular, the structure of large parts should be more reasonable. Before processing, the defects such as hardness and looseness shall be strictly controlled to ensure the quality of the blank and reduce the deformation of the workpiece.
3. Processing of the workpiece
In the cutting process, the workpiece is subjected to the action of cutting force to produce the phenomenon of cutting. This is the elastic deformation in the direction of the force. In order to solve this deformation problem, the tool can be improved, which can reduce the friction between the tool and the workpiece, improve the cooling capacity of the workpiece in the cutting process and reduce the internal stress of the workpiece.
4. Stress after machining
After machining, the component’s internal stress condition is quite well-balanced. It is vital to reestablish the stress balance after removing some materials and heat treating the part, even though the component’s shape is generally stable at this time. If this is the case, then heat treatment is the best option for improving it. Fold the workpiece to a specific height, flatten the tooling, and then place the tooling and workpiece in the heating furnace together. Depending on the substance of the part, you can adjust the heating temperature and time settings accordingly. Workpiece internal structural stability can be maintained after thermal straightening. Work hardening has been eliminated, making it easier to finish the pieces after this stage of processing.
5. Summary
For workpieces that are easy to deform in machining, corresponding improvements should be made in blank and processing technology. The above points are the main factors that are easy to cause workpiece deformation in machining. When training machining operators, large machining plants should pay attention to let operators understand these main factors that cause workpiece deformation.

 Spring Stiffness Formula & Constant Calculation
Spring Stiffness Formula & Constant Calculation
 What Are The Factors Of Mechanical Parts Deformation During Machining?
What Are The Factors Of Mechanical Parts Deformation During Machining?
 The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
The Causes to Deformation and Surface Blackening of Aluminum Alloy Parts
 Top 12 CNC Machining & Programming Experiences | CNCLATHING
Top 12 CNC Machining & Programming Experiences | CNCLATHING
 3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
3 Process and 6 Options to Quickly Deal With the Deformation of Aluminum Alloy Parts
 CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
CNC Machining Vs Conventional Machining – Difference Between CNC Machining And Conventional Machining
