There are many kinds of classification of CNC machining center spindle, different countries have different standards, there is a common classification according to the spindle taper, such as BT60, BT50, BT40, BT30, the number after BT represents the taper interface diameter of the tool holder. The machining centers that these different types of spindles can match are different. Due to the different diameters of the spindles, the rotation speed is different, which directly leads to the machining capability is different.
1. BT30: spindle diameter is small, the maximum speed that can be achieved is higher than the spindle diameter. It is generally used in drilling and tapping center or some small machining center, and is most suitable for making mold and drilling and tapping.
2. BT40: spindle diameter is medium, and the maximum speed is limited. A large part of machining centers uses BT40 spindle. This kind of spindle can be used for finishing or rough machining. It can also be used for the mold with a large drilling diameter, and its application range is the widest among these different types of spindle.
3. BT50 and BT60 generally do rough machining, the maximum speed is only 8000RPM, this kind of spindle is not commonly used in the CNC machining center.
High-speed spindles are the most common options in CNC machine shops, there are two types of high-speed spindles: integral motor spindle and belt-driven spindle. The integral motor spindle has a maximum speed of 60,000 RPM, which enables it capable of lots many machining needs but also limits the service life. The belt-driven spindle has a max speed of 15,000 RPM, it can achieve greater levels of power and torque, also lower in cost. High speed is ideal for cutting materials like aluminum, wood, and composite materials, when machining steel, stainless steel, and thermoplastics, high speed is not needed. We should choose a lower RPM spindle for steel processing, when you want to drill in steel, you should select a more powerful spindle.

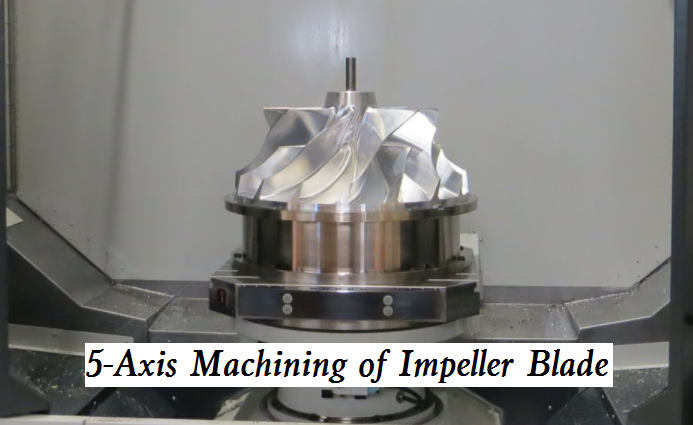 5-Axis Machining Case of Impeller Blade: Challenges and Tool Selection
5-Axis Machining Case of Impeller Blade: Challenges and Tool Selection
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 What Are Configuration Requirements For High-Speed CNC Machining
What Are Configuration Requirements For High-Speed CNC Machining
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
 Why Choose China CNC Machining and How to Find the Best CNC Machining Manufacturer
Why Choose China CNC Machining and How to Find the Best CNC Machining Manufacturer
 What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
What is Tool Setter – CNC Tool Setter Types, Cost, Work Principle & How To Use
