1) Cylindrical grinding
It is mainly carried out on the cylindrical grinder to grind the outer cylinder, outer cone, and end face of the shaft shoulder of the shaft workpiece. During grinding, the workpiece rotates at a low speed. If the workpiece moves longitudinally and reciprocally at the same time, and the grinding wheel cross-feeds the workpiece after each single or double stroke of longitudinal movement, it is called the longitudinal grinding method. If the width of the grinding wheel is greater than the length of the ground surface, the workpiece will not move longitudinally during the grinding process, but the grinding wheel will continuously cross-feed relative to the workpiece, which is called cut-in grinding. Generally, the efficiency of cut-in grinding is higher than that of longitudinal grinding. If the grinding wheel is trimmed into a formed surface, the cut-in grinding method can be used to machine the formed outer surface.
2) Internal grinding
It is mainly used for grinding cylindrical holes, tapered holes, and hole end surfaces of workpieces on an internal grinder, universal cylindrical grinder, and coordinate grinder. Generally, the longitudinal grinding method is adopted. When grinding the formed inner surface, the cut-in grinding method can be used. When grinding the inner hole on the coordinate grinder, the workpiece is fixed on the workbench, and the grinding wheel rotates at high speed but also makes planetary motion around the centerline of the grinding hole. In internal grinding, the grinding speed is usually less than 30 m/s due to the small diameter of the grinding wheel.
3) Surface grinding
It is mainly used for grinding planes and grooves on the surface grinder. There are two kinds of surface grinding: peripheral grinding refers to grinding with the cylindrical surface of the grinding wheel. Generally, the horizontal spindle surface grinder is used. If the shaped grinding wheel is used, various shaped surfaces can also be machined; Face grinding with the grinding wheel is called face grinding, and a vertical surface grinder is generally used.
4) Centerless grinding
It is generally carried out on a centerless grinder to grind the excircle of the workpiece. During grinding, the workpiece is not centered and supported by the center, but placed between the grinding wheel and the guide wheel, supported by the supporting plate below it, and driven to rotate by the guide wheel. When the axis of the guide wheel and the axis of the grinding wheel are adjusted to an oblique angle of 1°- 6°, the workpiece can automatically feed along the axis while rotating, which is called through grinding. Grinding can only be used for grinding cylindrical surfaces. When using the cut in centerless grinding, the guide wheel axis and the grinding wheel axis must be adjusted to be parallel to each other, so that the workpiece is supported on the supporting plate without axial movement, and the grinding wheel is continuously cross-fed relative to the guide wheel. Cutting in centerless grinding can machine the formed surface. Centerless grinding can also be used for internal grinding. During processing, the outer circle of the workpiece is supported on the roller or bearing block for centering, and the eccentric electromagnetic attraction ring is used to drive the workpiece to rotate. The grinding wheel extends into the hole for grinding. At this time, the outer circle is used as the positioning reference to ensure that the inner circle and the outer circle are concentric. Centerless internal grinding is usually used to grind the inner raceway of the bearing ring on the special grinding machine for the bearing ring.
 Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
Guide to Centerless Grinding Machine: Advantages, Working Principle and Parts
 Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
Different Types of Grinding Machines and How to Use a Grinder – How Does a CNC Grinder Work
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 Control Method Of Workpiece Thickness Of Grating Ruler And Tool Setter
Control Method Of Workpiece Thickness Of Grating Ruler And Tool Setter
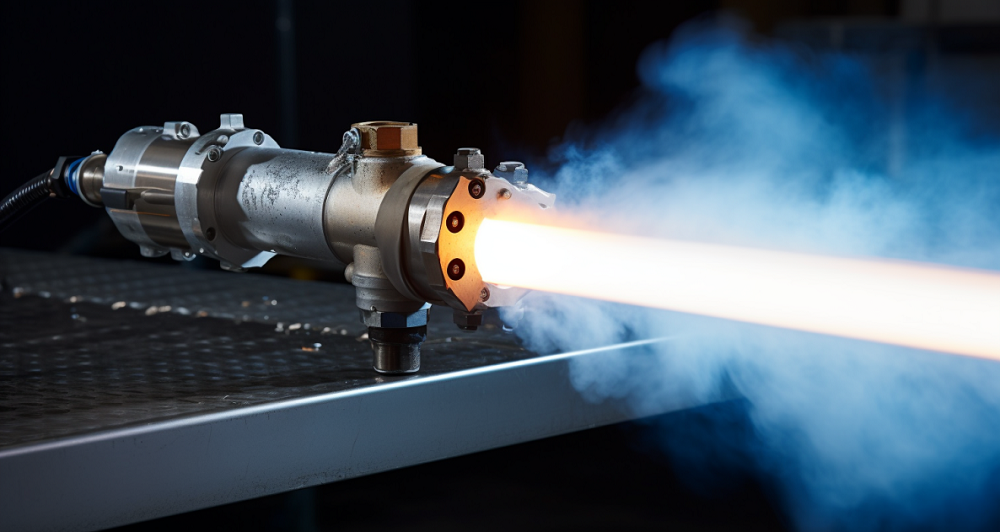 What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
What is HVOF Coating – HVOF Thermal Spray Process, Materials, Benefits, Machine, Applications
 How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
How To Reduce & Stop Chatter Vibration in CNC Milling/Turning/Drilling/Grinding Lathe?
