1. Daily maintenance of CNC lathe
The quality of NC lathe maintenance is directly related to the processing quality and productivity of digital parts. In order to ensure the working accuracy of the equipment and increase its service life, the NC lathe must be properly maintained. During maintenance, do a good job of external maintenance of the CNC lathe and cleaning of the spindle box and sliding plate rack box. The oil in the intake system must meet the standard and the oil duct must be cleaned smoothly.
2. Lubricating oil operation of CNC lathe
In order to maintain the normal operation of the CNC lathe and reduce damage, it is necessary to moisten all the friction contents of the CNC lathe frequently, so as to reduce the wear rate of the CNC lathe everywhere. Operators should pay attention to the oil supply for each shift. Regularly maintain the lubricating grease in the bed box and pallet box of the NC lathe bedroom, clean the box with gasoline when changing the oil, and then feed the oil.
3. Operators need to know the performance indicators of the machine
The operators must be familiar with the equipment under their jurisdiction. If the operators are not familiar with the equipment and operate wrongly, the CNC processing of digital parts will often lead to significant acceleration of damage to the digital parts of the CNC lathe, and even abrasion and tissue damage. This will require a lot of maintenance costs and relatively long maintenance cycle time to restore the original CNC processing precision of machinery and equipment, Therefore, operators should know and master the manual of CNC lathe and the common problems in use. In work, they should achieve civilized production and safe processing.
4. Concave and bumpy conditions after machining the port
When testing the working accuracy of the CNC lathe, it is specified that the unevenness of the workpiece port of the processed product is only concave, and the CNC machining accuracy error is 0.01mm in each 200mm hole diameter. If the deviation or convexity occurs, it is necessary to check whether the flatness of the front box axis and the vertical angle between the center bracket slide rail and the machine tool spindle axis are deviations. If the deviation occurs, the position accuracy of the front box spindle bearing axis should be calibrated to the index value, If it is necessary to grind the middle support plate slide rail.
5. Ellipse and arris caused by the diameter of cylindrical workpiece after machining
CNC machining of digital parts causes such defects because the main shaft bearing clearance is too large, the concentricity deviation of the main shaft bearing journal, or the main shaft bearing of the machine tool is damaged and elliptical. For different reasons, adjust the main shaft bearing clearance of the machine tool, sharpen the main shaft bearing motor shaft, or repair the rolling bearing. Adjust the front and rear rolling bearings of the main shaft bearing. Rotate the main shaft bearing by hand. The radial runout and axial runout of the main shaft bearing should be less than 0.01mm, and the radial clearance of the front bearing should be less than 0.005mm.

 Types of Bearings and Their Applications | Bearing Classification, Definition & Function
Types of Bearings and Their Applications | Bearing Classification, Definition & Function
 CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
CNC Machining VS Manual Machining: What is the Difference Between CNC and Manual Machining
 What is CNC Vertical Machining Center – VMC Machine Applications & Difference Between Horizontal Machining Center
What is CNC Vertical Machining Center – VMC Machine Applications & Difference Between Horizontal Machining Center
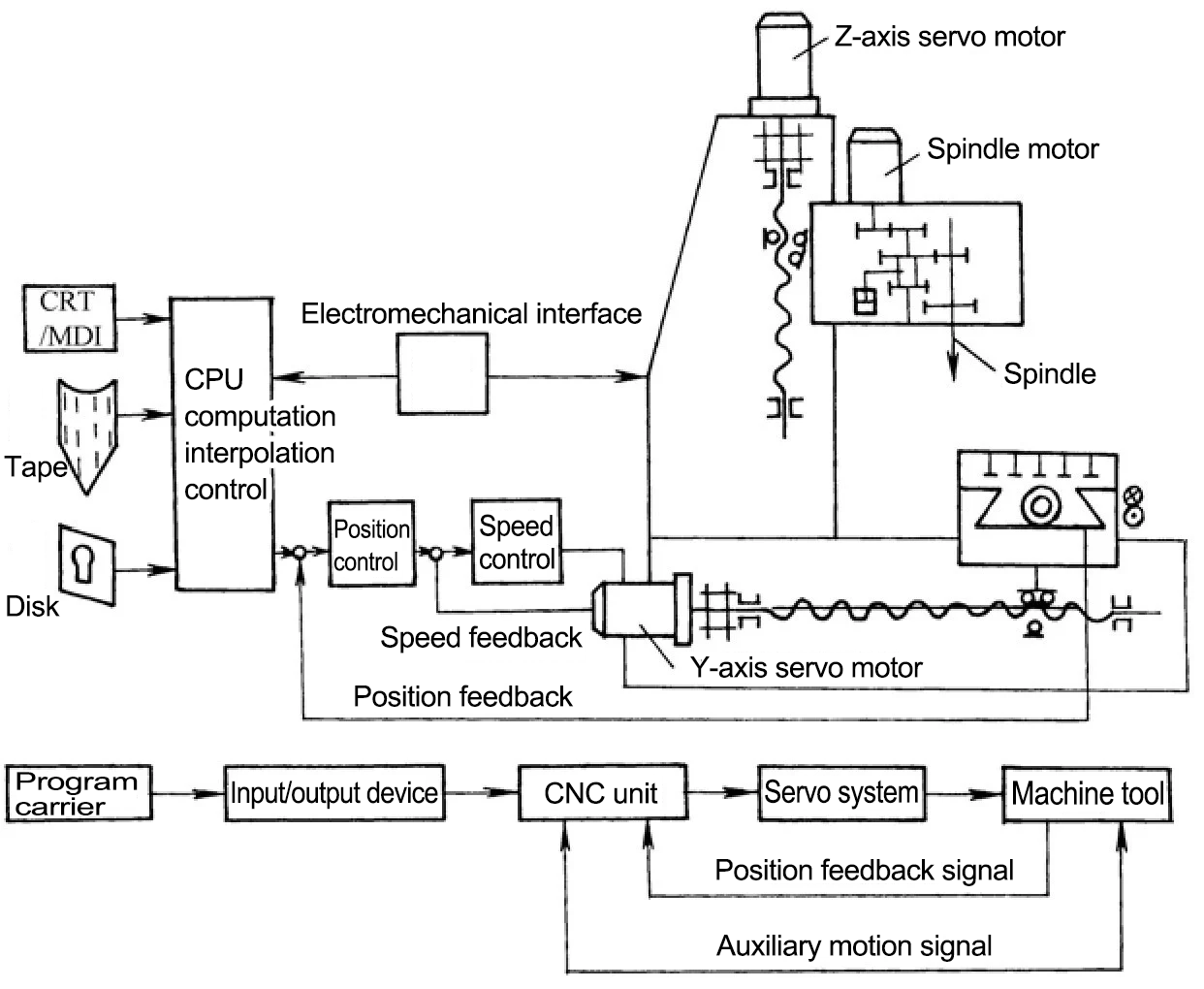 CNC Machine Block Diagram: Systems & Components (Parts) of CNC Machine
CNC Machine Block Diagram: Systems & Components (Parts) of CNC Machine
 Why Choose China CNC Machining and How to Find the Best CNC Machining Manufacturer
Why Choose China CNC Machining and How to Find the Best CNC Machining Manufacturer
 CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
CNC Machining Center Vs CNC Mill – Difference Between Machining Center And Milling Machine In Programming
