1. Accuracy Of 3D Printer Itself
The manufacturing and assembly accuracy of 3D printer itself and the vibration in the working process will affect its printing accuracy, such as XY plane error. 3D printer frame structure and material stiffness. Whether the traveling system in the mechanical part is accurate and reasonable. Whether the software control system is reasonable; The chassis and base shall not shake or loosen. Do not select the walking connection structure with soft connection of belt or rack belt, so as to ensure no jitter and constant position during operation. The machine frame should be firm, preferably an industrial chassis. We should choose high-quality stepping motor and perfect software technical support.
2. Process Parameters
Temperature:
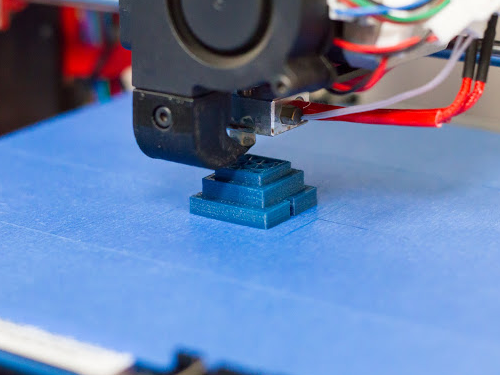
The heating temperature of extrusion head mainly affects the bonding and stacking properties of materials and the fluidity of wires. Too low temperature will make it difficult for the material to bond to the hot bed or peel off between layers, and it is easy to cause nozzle blockage; If it is too high, the material will be liquid rather than filamentous, which is easy to control. Nozzle temperature and hot bed temperature are important parameters that we need to observe and adjust in real time during 3D printing. Of course, the higher the printable temperature of the nozzle, the wider the printable materials. This is also the basis for judging whether the performance of a device is excellent or not. For example, the printing temperature of ultimaker’s Ruby nozzle can reach 140 ℃, which means that more demanding materials, such as higher strength nylon materials, can be printed.
Nozzle diameter and layer thickness:
The nozzle diameter determines the width of the extruded wire, and then affects the fineness of the finished product. Since the materials for 3D printing are laid layer by layer, the setting of layer thickness will also affect the roughness of products. If large diameter nozzle and layer thickness are selected, the printing speed is faster, but the finished product is rough; On the contrary, the printing speed is slow, but the finished product is finer. When printing, it is necessary to reasonably select the nozzle and set the layer thickness based on the model size and purpose.
Printing speed:
3D printing is a process of matching printing speed and extrusion speed, which needs reasonable matching to meet the printing requirements. If printing is much faster than extrusion, the material is not filled enough, resulting in wire breakage; Otherwise, the fuse will accumulate on the extrusion head, resulting in uneven material distribution. Since the material used for desktop 3D FDM printer is silk, it is only necessary to set the silk diameter and printing speed in the program without setting the extrusion speed.
The printing speed has a key impact on the workpiece accuracy. It cannot be too fast or too slow. It needs to be set in detail, including the printing speed of contour, the filling speed of entity, the printing speed of support structure, etc. generally, a slower speed should be set for the first layer to improve the effect of finished products.
3. Compensation Amount
This refers to the distance between the actual machining contour line and the ideal contour line of the part. For the model with high accuracy requirements, compensation should be given as much as possible in general modeling, especially in the inner hole. The setting of this value is related to the diameter of extrusion wire and machine performance, which needs to be explored by yourself.
4. Forming Time
The forming time of each layer is related to the filling speed, the area of the layer and the complexity of the shape. If the layer has small area, simple shape and fast filling speed, the forming time of the layer is short. On the contrary, time is long. Too fast forming will affect the printing effect. When printing, the forming time of each layer can be controlled to obtain high-precision formed parts.
5. Opening And Closing Delay
That is, the start stop effect of wire stacking is mainly reflected by the change of wire stacking section. The inconsistency of this stacking section is easy to cause the unevenness of wire stacking plane, voids, wire drawing and other quality defects. The most common “wire drawing” phenomenon of opening and closing delay will seriously affect the outer surface of the print, which is very troublesome. If the flatness of the wire stacking surface in the filling layer is solved, the wire output speed can be coupled with the scanning speed in real time, and the corresponding adjustment shall be made according to the change of the scanning speed, so as to make the wire stacking stable and reliable and improve the wire stacking quality.
 Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
Spring Material Types (Properties, Grades, Uses) & Best Selection for Your Project
 Top 5 Best 3D Printers 2021 – Best Budget, Beginner and Professional 3D Printer
Top 5 Best 3D Printers 2021 – Best Budget, Beginner and Professional 3D Printer
 Best 3D Printer for Beginners 2024 – Top 5 Easy & Budget 3D Printers Under $500 in 2024
Best 3D Printer for Beginners 2024 – Top 5 Easy & Budget 3D Printers Under $500 in 2024
 Do You Need a Computer for 3D Printing – Computer Requirements for 3D Printing
Do You Need a Computer for 3D Printing – Computer Requirements for 3D Printing
 What is a 3D Printer & Main Parts of a 3D Printer – How Does a 3D Printer Work | CNCLATHING
What is a 3D Printer & Main Parts of a 3D Printer – How Does a 3D Printer Work | CNCLATHING
 Filament vs Resin 3D Printer – Difference Between FDM and SLA 3D Printing | CNCLATHING
Filament vs Resin 3D Printer – Difference Between FDM and SLA 3D Printing | CNCLATHING
