At present, in the parts processing industry, there are two main methods to improve the machining accuracy of CNC machine: one is the error prevention method; The other is error compensation method. These two methods are briefly introduced below.
1. Error proofing method
The so-called error prevention refers to measures to improve the quality level of parts design, processing and assembly, effectively control environmental factors, and achieve the purpose of eliminating or reducing error sources. For example, using highly rigid and thermally symmetrical guide rails and ball screws for room temperature control can effectively reduce the thermal deformation of the machine tool and the temperature rise of the heat source, so as to reduce the occurrence of errors.
Error prevention methods are mainly divided into three categories: dimensional error, geometric error prevention, thermal deformation error prevention and other error prevention. Error prevention method can reduce the probability of error to a certain extent, but it is almost impossible to completely eliminate thermal deformation and geometric error. In addition, the machining accuracy of the mother machine bed has a great impact on it, and the cost of improving the quality of parts is too high, which is not common in practical application.
Prevention of dimensional error and geometric error
The geometric error of the CNC machine mainly comes from the manufacturing defects of the CNC machine, the matching error of various parts of the CNC machine and the dynamic and static deformation of the CNC machine. In view of these errors, the current technology mainly starts with the process and materials of the spindle system and guide rail, analyzes the static and dynamic stiffness and anti vibration of mechanical components such as CNC machine bed, ram, column, worktable and screw, controls the static and dynamic stiffness and temperature changes of these components, and finally improves the machining accuracy of the CNC machine.
Thermal deformation error prevention
For CNC machine, the error caused by thermal deformation accounts for a large part of the total error. It can be said that thermal deformation error is the most important factor affecting the machining accuracy of CNC machine. The thermal error of CNC machine is mainly due to the internal and external heat sources of the CNC machine transferring heat to the surrounding environment through contact surface or radiation, so that the parts are heated and deformed. Thermal deformation error has the characteristics of multivariable, large lag, nonlinearity and strong coupling. In order to prevent such errors, the methods of reducing heat source, controlling heat transfer path and increasing thermal stability structure design are mainly adopted. Specifically, it reduces the output of the CNC machine by controlling the heat source and heat, increasing the cooling and lubrication during the operation of the CNC machine, improving the design and configuration of the CNC machine, and controlling the ambient temperature of the processing workplace. Heat to reduce part deformation.
Prevention of other errors
In addition to the above geometric error prevention and thermal deformation error prevention, error prevention also includes servo error prevention, vibration and environmental error prevention, and detection error prevention.
2. Error compensation
Semi finishing accuracy compensation of step surface in spindle feed direction
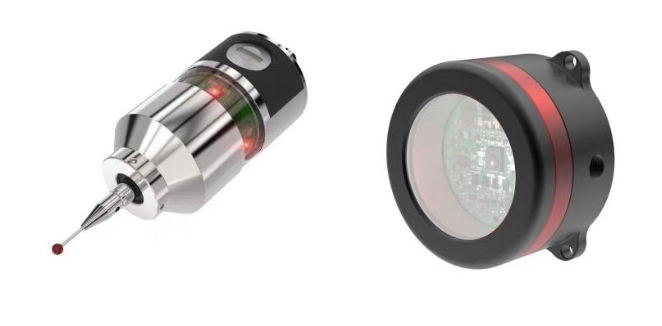
Taking the finish milling of the bottom surface of the cylinder head as an example, the probe is used to detect the machined surface, correct the machining error caused by the deformation of the spindle and fixture, and make the machining in the feed direction of the spindle.
The accuracy shall be ± 0.15mm/500mm. Through the effective application of probe compensation technology, the deformation elongation of spindle and the deformation inclination error of fixture are eliminated, and the machining accuracy of spindle direction reaches + 0.025mm/500mm, which further improves the machining accuracy of machine tool.
It should be noted that the following points must be paid attention to when compensating the design:
(1) The time difference between the probe process for measuring the memory compensation and the actual correction process must be controlled- Generally, it shall not exceed 10 minutes. Otherwise, the temperature difference will change due to too long time. The measured correction amount is not accurate.
(2) The tolerance zone of the correction amount is usually set to 0.4 (± 0.2) and is the limit value compared with the previous compensation.
 Installation Tips Of Workpiece Probe In CNC Machine | CNCLATHING
Installation Tips Of Workpiece Probe In CNC Machine | CNCLATHING
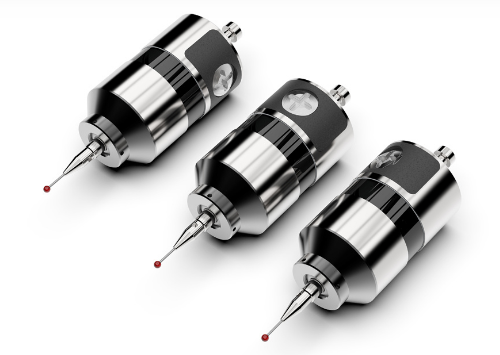 Probe Selection Guide & Tips – How To Choose Probe For CNC Machine
Probe Selection Guide & Tips – How To Choose Probe For CNC Machine
 Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
Application Of Error Compensation In Improving Machining Accuracy | CNCLATHING
 Error Compensation For Improving Machining Accuracy Of CNC Machine
Error Compensation For Improving Machining Accuracy Of CNC Machine
 Method For Measuring Trigger Probe In 5 Axis Machining | CNCLATHING
Method For Measuring Trigger Probe In 5 Axis Machining | CNCLATHING
 Types of Cutter Compensation: Tool Length & Cutter Radius Compensation Definition and G-Code
Types of Cutter Compensation: Tool Length & Cutter Radius Compensation Definition and G-Code
